



Правилно заточване на инструмента. Как да изостря инструмента със собствените си ръце инструменти

В процеса на работа, режещите ръбове на инструментите са глупави, което води до намаляване на качеството на обработката на части и заготовки, до намаляване на производителността на труда, както и за износването на самите инструменти. Правилните заточване решава всички по-горе проблеми. А начинаещ майстор трябва да разгледа препоръките за правилното заточване на инструмента по различни начини.
съдържание
Общи инструменти за заточване на принципи
С цел постигане на режещия ръб на всеки инструмент в годност за по-нататъшна работа, трябва да следвате следните.
Получаване на първична фаска
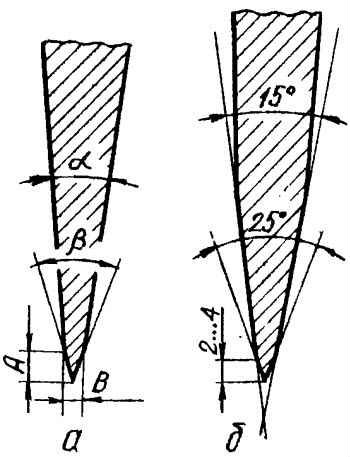
Ъгли на първичния фаска и режещ ръб
Процесът е обработката на острието използване на заточване машина или плосък камък по такъв начин, че да се образува първична фаска (SCOS под ъгъл от 25 или 30 градуса). Важно е да се спазват определени правила.
- Електрическият инструмент за заточване ще бъде по-ефективна, ако е необходимо да се премахне дълбоко буркан и чипове.
- Честотата на въртене на абразивен кръг не трябва да надвишава 2000 оборота в минута, песъчинки на кръга е избран в диапазона от 100-120 единици.
- Препоръчително е да се изострят абразив на базата на алуминиев оксид, като те (за разлика от конвенционалните силиций) са в състояние да осигури добро качество на обработка на метал. В допълнение, тези кръгове не загрявайте метал.
- При ръчно използване заточване шкурка или абразивен камък с зърнистост в рамките на 100-320 единици.
- За да се избегне прегряване и окисляване на повърхността на ръба (което води до намаляване на метал), по време на процеса на заточване, е необходимо периодично да се охлади острието, че понижаване в студена вода.
Важно: първична форма фаска зависи от метода на заточване. Тя е ръчно формира плосък фаска, и с помощта на електрически навън - вдлъбнат.
Получаване на режещия ръб
След първичната скосяването ще бъде готов, е необходимо да донесе на острието до необходимата острота. В процеса на завършване на следното се извършва.
- Инструментът се подава към равнината на абразивен кръг под ъгъл, увеличена с 4-5 ° спрямо предишното положение. В край на острието, трябва да бъдат обработени така, че да се получи един тесен microfack.
- За заточване се използват шкурка 600-8000 единици. зърнистост. Важно е да се спре процеса във времето, за да се предотврати увреждането на режещия инструмент.
- Ефективното смилане на ръба се извършва в два етапа: първо от абразивни зърнистост 1000-4000 единици, а след това - 5000-8000 единици.
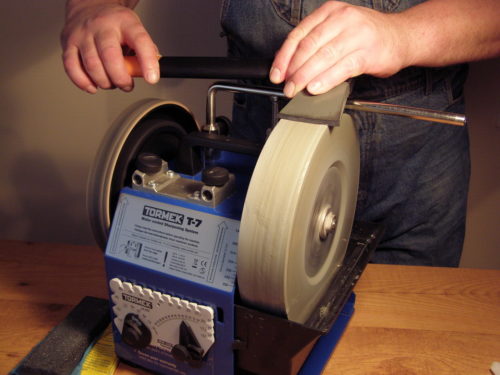
- Ние правим правилната форма на режещия ръб с помощта на "кошницата" - устройство, заточване, в която е инсталирана на инструмента и се фиксира под необходимия ъгъл. Този метод е подходящ за заточване тесен (минимум 6 mm) и широк (до 73 mm) лопатки, които се използват в самолета. Ролката ви позволява да се движат свободно на инсталираната в рамките на избрания ъгъл острие, по повърхността на абразивното. В процеса на работа, положението на ролката се следи: тя не трябва да се пречупи от опорната повърхност.
Основно фаска и режещия ръб микроскоп мод
ВАЖНО: microfas ширина не трябва да превишава 1 мм. В този процес, облицовки трябва да бъдат редовно проверявани на какъв етап се намира на инструмента. В противен случай, ще се наложи отново да образуват фаска.
Как се прилага шкурка инструмент заточване
За работа по заточване машина, шкурка 220, 320, 600, 1200 песъчинки се използва, за довършителни - в рамките на 2000-4000. Ревизия (полиране) е от голямо значение за дървени инструменти: остър ръб ефективно обработва материала и не толкова бързо, глупаво. метод заточване е както следва.
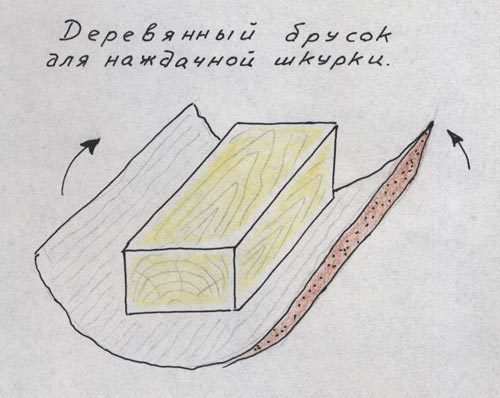
- Материалът с твърда и плоска повърхност е избран (тя може да бъде част от гранит плоча, дебело стъкло, ламинирани ПДЧ или обикновени дървени бар). Тя е по-удобно да се използва от 75 × 200 mm бар.
- Шкурката минава на бара. Няколко бара се произвеждат с различни абразиви зърно.
- Устройството се поставя върху работната маса върху гуменото уплътнение (за стабилност).
- Инструментът е монтиран под ъгъл от 25-30 ° в продължение на скосяване. С една умерена натискането на острието се движи по равнината на бара.
- Острието с друг номер на абразив се извършва.
- страна на задната част на режещия инструмент е полирано (равнината до режещия ръб е 10-12 мм ширина).
Всички предимства и недостатъци следва да се знае:
- евтини: Emery хартия и лепило за вземане на машини, които не ще изисква значителни разходи;
- наличност: Необходимите материали са във всеки строителен магазин;
- след източване на инструмента, няма да има замърсяване на работната маса;
- бързо износване шмиргел изисква периодичен замяна.
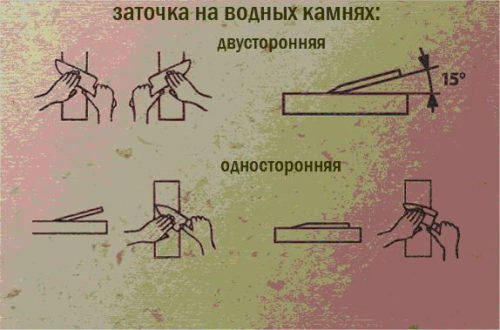
Заточване инструменти с водната камък
За работа е необходимо да има на абразиви за обезвреждане с зърнистост на 1000, 4000, 8000 песъчинки. Технологията предвижда обработката на режещия ръб с три камъни.
Съвет: намаляване на разходите може да бъде, ако закупите комбинирани камъни, чиито страни имат различна зърнистост.
Характеристиките на метода са, както следва:
- преди да преместите инструмента, абразивното трябва да се мокри (потопени във вода за 15-20 минути);
- в процеса на работа, камъкът трябва периодично да се навлажни;
- облицовки започва с обработката на острието с камък на размер 1000, след което те отиват до 4000 зърно, а след 8000 песъчинки.
Важно е да се знае: абразиви с зърнистост на 1000 и 4000 песъчинки могат да се съхраняват във вода за дълго време, но по-малки могат да влязат в лошо състояние.
Най-лошо, и това, което е добър метод.
- Срокът на експлоатация на водните камъни е малък. Повърхността на абразивното трябва да бъдат периодично подравнени за премахване на браздите.
- За усъвършенстване инструмент за вода, се изисква много време.
- Вода за намокряне камъни трябва да бъдат периодично се променя за да се избегне замърсяване на работната маса.
- Мокри камъни след работа, да бъдат силно суха в залата за топло. В студа, те могат да се срине.
Повече детайли с процеса на заточване на инструмента за вода камък могат да бъдат намерени, гледане на видео.
Заточване инструменти с диамантени пластини

Диамантени плочи за заточване
Диамантените плочи са предназначени да изострят режещите ръбове на инструменти, изработени от твърди печати. В практическа употреба двустранните плочи са удобни, 190-200 мм дълги зърно 600/1200 песъчинки. Работете с тях в продължение на определени правила.
- Плосък фаза се образува с плоча с плоча със зърно от 600 песъчинки, покритите се извършват с абразив от 1200 песъчинки.
- Плаката се овлажнява с вода.
- Острието на заторения инструмент е разположено спрямо абразията под ъгъл и се движи по неговия самолет. Канализационни частици от метален натрупват в специални отвори на стомана субстрат.
Съвет: Специалното масло се доказа като антикорозионно продукт, но не е ефективно за смазване. Препоръчва се да се замени с вода (повърхността на абразива няма да бъде толкова бързо замърсена). След употреба диамантените плочи трябва да изсъхнат.
Инструменти за заточване: полезни съвети
В процеса на работа, водопроводните и дърводелски инструменти са глупави, а работата с тях става по-малко ефективна. Качеството на повърхностните обработени повърхности се влошава. Необходимо е навременното и правилно отводняване на режещите ръбове.
Как да изостряте брадвата
Осите с права острието изискват цената на силата и те се катерят по чипа. За да поставите работния инструмент по време на заточването, е необходимо да се разгледа следното.
- Обхватът на приложение: брадвата може да е дърводелец, риболов или може да се използва като kolun.
- Материал за обработка, който имате нужда от брадва (порода и разнообразие от дърво, нейната влажност).
- Metal марка, от която е направена брадва.
В зависимост от това, формата на ръба на острието желязото е избран, който може да бъде:
- овални (за пръчки и дърворезба);
- бръснач (за точна дърводелска работа);
- клинообразен (универсален тип ръб за брадва, подходяща за пръчки и да се подравнят дървената повърхност).
Техниката на заточване на брадва, използвани в ежедневието предвижда обработването на острието на два етапа.
- Първоначално заточване: образува се фаска с ъгъл от 15 °.
- Окачване: режещ ръб се образува с ъгъл от 25 ° (за домакински инструменти).
По време на канализационния процес трябва да се избягва:
- прегряване на острието;
- смени на инструмента за заточване;
- изкривяване и слаба фиксация на абразивния кръг;
- използване на кръг с неравномерно износване;
- заточването на електрическия двигател.
Нюансите заточване триони

Заточване на зъбите
Преди да освежите трион, трябва да проверите развода на зъбите. Ако е необходимо - да ги разредете така, че чрез един зъб наклонът е в различни посоки. След това, зъбите са заточени от едната страна. Режещият ръб трябва да бъде насочено към дръжката.
Нарежете тренировките със собствените си ръце
Свредла, които се използват за метална обработка, са по-бързи. Режещият ръб на тази тренировка може да бъде възстановен.
Основните точки, за които трябва да обърнете внимание на:
- кривото ръба трябва да е в една и съща равнина с оста на абразивен камък;
- по време на работа трябва умерено да натиснете абразивната бормашина;
- необходимо е да се следи образуването на ръбовете: те трябва да са със същата дължина.
Има два вида остатъци.
- Единична легло (за сонда с диаметър до 3 mm). Пробиването се движи успоредно на работната повърхност на заточването.
- Коничен (двустранен). Свредлата се довежда до абразия под ъгъл и се люлее от едната към другата страна. Методът е подходящ за бормашини с диаметър по-голям от 3 mm.
Конична заточване
Предаването се извършва на мек камък.
Съвет: За да изцедите тренировките, ние използваме специални устройства (машини), което ви позволява да поправите сигурно инструмента в желания ъгъл.
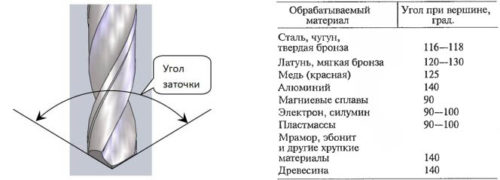
Заточване ъгли могат да се различават в зависимост от метала, за които те са предназначени
Как да изостряме длето и плановете
За да се извърши работата бързо и ефективно, трябва да използвате някои съвети.
- Преди източване, абразивният кръг или лентата трябва да бъдат поставени в продължение на няколко минути в керосин.
- Острието на длетовете или рендета се поддържа до 30 минути в разтвора на готварската сол.
- Можете да използвате домашно шлайф, което може да се направи от старата електрическа самобръсначка. За целта вместо от ножове, на метална плоча с избелена смилане хартия е инсталиран.

Устройство за заточване на инструменти
Грешки при заточване на инструмента
По време на заточването на инструмента, извършен по различни начини, трябва да се избягват изброените грешки.
- Необходимо е периодично да се прекъсва процесът и да се охлади острието във вода. В противен случай, прегрял метал (това може да бъде разпознат с промяна на цвета) става крехко. В резултат на това, заточването трябва да бъде реновирано и това води до преждевременно износване на инструмента.
- Фиксирането на ароматизираното острие не е достатъчно. Важно е машината да е монтирана на масивно, добре обогатено легло (работно), което трябва да остане фиксирано по време на работа.
- Абразивният кръг трябва да седне плътно върху вала на електротехника. Нейните накриво, прекомерна и неравномерно износване, както и да бие на вала не са разрешени.
- Не се препоръчва да се изострят малък инструмент на окръжност, предназначена за широк остриета. Тесните жлебове на абразивната ще попречат на висококачествената метална обработка.
Накрая - видео уроци при заточване.
Калкулатори


Правилно заточване на инструмента. Как да изостря инструмента със собствените си ръце 29.01.2017
В процеса на работа, режещите ръбове на инструментите са глупави, което води до намаляване на качеството на обработката на части и заготовки, до намаляване на производителността на труда, както и за износването на самите инструменти. Право ...






Тематични снимки





