



Corriger l'affûtage des outils. Comment aiguiser l'outil avec vos propres mains Instruments

En cours de fonctionnement, les arêtes de coupe des instruments sont stupides, ce qui entraîne une diminution de la qualité des pièces de traitement et des blancs, à une diminution de la productivité du travail, ainsi qu'à l'usure des outils eux-mêmes. Une affûtage correcte résout tous les problèmes ci-dessus. Le novice Master devrait étudier les recommandations de l'affûtage approprié de l'outil de différentes manières.
Teneur
Principes généraux Outils d'affûtage
Afin de mettre la tranchant de tout outil dans la pertinence pour des travaux supplémentaires, vous devez suivre ce qui suit.
Formation de chanfrein primaire
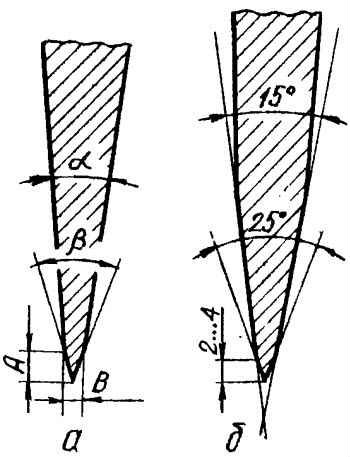
Les coins du chanfrein principal et du bord de la coupe
Le processus consiste à traiter la lame à l'aide d'une machine à affûtage ou d'une pierre plate de manière à former un chanfrein primaire (SCOS à un angle de 25 ou 30 degrés). Il est important de respecter certaines règles.
- L'outil électrique d'affûtage sera plus efficace s'il est nécessaire d'éliminer le pot profond profond et les copeaux.
- La fréquence de rotation du cercle abrasif ne doit pas dépasser 2000 tr / min, le grain du cercle est sélectionné dans la plage de 100-120 unités.
- Il est recommandé de réduire l'abrasif sur la base de l'oxyde d'aluminium, car ils (contrairement au silicium classique) sont capables de fournir une qualité correcte de traitement des métaux. De plus, de tels cercles ne surchauffent pas de métal.
- Avec affûtage manuel, utilisez du papier de verre ou une pierre abrasive avec une granerie dans la gamme de 100 à 320 unités.
- Afin de prévenir la surchauffe et l'oxydation de la surface du bord (qui mène à l'atténuation du métal), pendant le processus d'affûtage, il est nécessaire de refroidir périodiquement la lame, de le laisser tomber dans de l'eau froide.
Important: la forme de chanfrein primaire dépend de la méthode d'affûtage. Il est formé manuellement d'un chanfrein plat et avec l'aide d'électricité - concave.
Formation de pointe
Une fois que le chanfrein principal sera prêt, il est nécessaire d'apporter la lame à la netteté souhaitée. En cours de finition, ce qui suit est effectué.
- L'outil aiguisé est fourni dans le plan du cercle abrasif à un angle augmenté de 4 à 5 ° par rapport à la position précédente. Le bord de la lame doit être traité de manière à obtenir une microphie étroite.
- Pour affûter, des unités de papier de verre 600-8000 sont utilisées. granuleux. Il est important d'arrêter le processus à temps pour éviter la détérioration des caractéristiques de l'outil de coupe.
- Le broyage d'effet efficace est effectué en deux étapes: d'abord une granerie abrasive de 1000-4000 unités, puis - 5000-8000 unités.
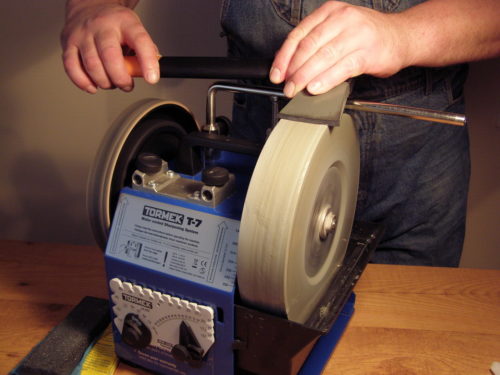
- Nous faisons la bonne forme du tranchant à l'aide du "panier" - un dispositif d'affûtage dans lequel l'outil est installé et fixé sous l'angle nécessaire. Ce procédé d'affûtage convient à des pales étroites (minimum de 6 mm) et de larges (jusqu'à 73 mm), utilisées dans le plan. Le rouleau vous permet de déplacer librement la lame installée sous l'angle sélectionné, le long de la surface de l'abrasif. Dans le processus de travail, la position du rouleau est surveillée: il ne doit pas être cassé de la surface de support.
Chanfrein principal et bord de coupe du microscope mod
Important: la largeur des microfas ne doit pas dépasser 1 mm. Dans le processus, les finitions doivent être vérifiées régulièrement à l'étape qu'il y a un outil aiguisé. Sinon, il sera nécessaire de relancer un chanfrein.
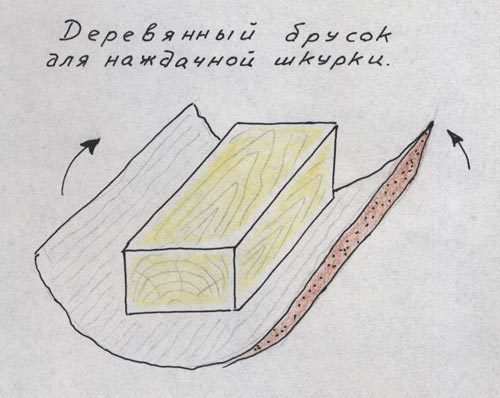
Comment applique du papier de verre pour des outils d'affûtage
Pour le travail sur une machine à affûté, le papier de verre 220, 320, 600, 1 200 gritre est utilisé pour la finition - à moins de 2000-4000. La révision (polissage) revêt une grande importance pour les outils en bois: le bord aigu passe efficacement le matériau et pas si rapidement stupide. La technique de l'aiguection est la suivante.
- Le matériau avec une surface solide et plate est sélectionné (il peut s'agir d'un morceau de dalle en granit, d'un verre épais, d'une agglomération stratifiée ou d'une barre de bois ordinaire). Il est plus pratique d'utiliser une barre de 75 × 200 mm.
- Le papier de verre passe sur le bar. Plusieurs barres sont fabriquées avec différents grains d'abrasifs.
- L'appareil est placé sur l'établi sur le joint en caoutchouc (pour la stabilité).
- L'outil aiguisé est installé à un angle de 25 à 30 ° pour le chanfreinage. Avec une pression modérée, la lame se déplace le long du plan de la barre.
- La lame avec un autre nombre d'abrasifs est effectuée.
- La face arrière de l'outil de coupe est polie (l'avion près du bord de coupe est de 10 à 12 mm de large).
Tous les avantages et inconvénients de cette méthode doivent être connus:
- bon marché: papier de verre et colle pour faciliter l'équipement ne nécessiteront pas de dépenses importantes;
- disponibilité: Les matériaux requis sont dans n'importe quel magasin de construction;
- après avoir drainé l'outil, il n'y aura pas de saleté sur l'établi;
- l'usure rapide du papier de verre nécessite son remplacement périodique.
Outils d'affûtage avec pierre aquatique
Pour le travail, il est nécessaire d'avoir à sa disposition abrasifs de granerie de 1000, 4000, 8000 grains. La technologie prévoit le traitement du tranchant en utilisant trois pierres.
Conseil: réduire les coûts peut être utilisé si vous achetez des pierres combinées dont le côté a un grain différent.
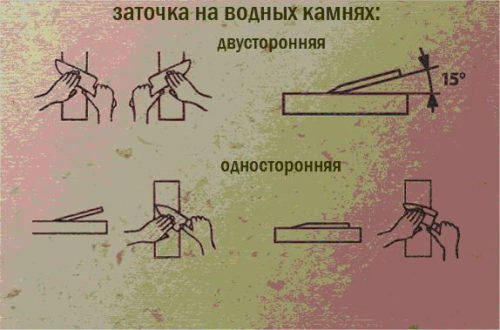
Les caractéristiques de la méthode sont les suivantes:
- avant de faire glisser l'outil, l'abrasif doit être trempé (immergé dans de l'eau pendant 15 à 20 minutes);
- en cours de travail, la pierre devrait être humidifiée périodiquement;
- les finitions commencent par le traitement de la lame par une pierre de 1000 grains, après quoi elles se déplaçaient à 4000 grains, puis 8000 grains.
Il est important de savoir: Abraziva grain granuleux 1000 et 4000 grains peuvent être conservés dans de l'eau pendant une longue période, mais les plus petits peuvent entrer en disrair.
Le mauvais, et quelle est la bonne méthode.
- La durée de vie des pierres aquatiques est petite. La surface de l'abrasif doit être alignée périodiquement pour éliminer les sillons.
- Pour la fin de l'outil sur la pierre d'eau prend beaucoup de temps.
- L'eau pour les pierres mouillantes doit être modifiée périodiquement afin d'éviter la pollution de l'établi.
- Les pierres humides après le travail doivent être vivement séchées dans la chambre chaude. Dans le froid, ils peuvent s'effondrer.
En savoir plus avec le processus d'affûtage de l'outil sur la pierre d'eau, vous pouvez lire la vidéo.
Outils d'affûtage avec des plaques de diamant

Plaques de diamant pour affûtage
Les plaques de diamants sont conçues pour affûter les bords de coupe d'outils en timbres solides. Dans une application pratique, des plaques recto verso sont confortables, des grains de grains de grains de 190 à 200 mm de 600/1200. Travailler avec eux pour certaines règles.
- Le chanfrein plat est formé avec une assiette avec une plaque avec une granerie de 600 gritre, le réglage est effectué par un abrasif de 1200 grains.
- La plaque est mouillée d'eau.
- La lame de l'outil est située par rapport à l'abrasion à angle et se déplace le long de son plan. Les particules métalliques à coudre s'accumulent dans des trous de substrat en acier spécial.
Conseil: L'huile spéciale s'est révélée comme un produit anti-corrosion, mais elle n'est pas efficace pour la lubrification. Il est recommandé de remplacer l'huile avec de l'eau (la surface de l'abrasif ne sera pas si rapidement sale). Après utilisation, les plaques de diamants doivent être sécher.
Outils d'affûtage: conseils utiles
Dans le processus de travail, les outils de plomberie et de menuiserie sont stupides et travaillent avec eux deviennent moins efficaces. La qualité des surfaces traitées de surface est pire. Il est nécessaire du drainage opportun et correct des bords de coupe.
Comment aiguiser la hache le faire vous-même
Les axes avec une lame directe nécessitent le coût de la force et ils grimpent côtelés. Pour mettre l'outil de travail dans l'ordre, lors de l'affûtage, il est nécessaire d'examiner ce qui suit.
- Portée d'utilisation: La hache peut être mentionnée sur charpentier, pêcher ou être utilisée comme Kolun.
- Matériau de traitement dont vous avez besoin d'une hache (race et variété de bois, son humidité).
- Marque de métaux à partir duquel une hache est faite.
Selon ceci, la forme du bord de la lame à hache est sélectionnée, ce qui peut être:
- ovale (pour les tiges et le bois de hachage);
- rasoir (pour le travail de menuiserie précise);
- en forme de coin (type universel de bord pour une hache approprié pour les tiges et aligner la surface du bois).
La technique d'affûtage d'une hache utilisée dans la vie quotidienne prévoit le traitement de la lame en deux étapes.
- Affûtage primaire: chanfrein à facettes avec un angle de 15 °.
- Rendu: Le bord de la coupe est formé avec un angle de 25 ° (pour les outils ménagers).
Dans le processus de drainage doit être évité:
- lames de surchauffe;
- décalages de l'outil d'affûtage;
- fausseté et faible fixation du cercle abrasif;
- utilisation d'un cercle avec une usure inégale;
- l'arbre de battage du moteur électrique aiguisé.
Affûtage des nuances scie

Aiguiser les dents scie
Avant de vous affiner une scie, vous devez vérifier le divorce des dents. Si nécessaire - les dissoudre afin qu'ils se trouvaient dans différentes directions à travers une dent. Après cela, les dents sont affûtées d'un côté. Le tranchant doit être dirigé vers la poignée.
Couper les perceuses avec vos mains
Les exercices utilisés pour le traitement des métaux sont plus rapides. Le tranchant de cette perceuse peut être restauré.
Les points principaux pour lesquels vous devez faire attention à:
- le bord tordu doit être dans le même plan avec l'axe de la pierre abrasive;
- pendant le fonctionnement, l'exercice à l'abrasif doit être pressé modérément;
- il est nécessaire de suivre la formation des bords: ils doivent avoir la même longueur.
Il existe deux types d'aiguilles.
- Lit simple (pour les perceuses d'un diamètre allant jusqu'à 3 mm). La perceuse se déplace parallèlement à la surface de travail du cercle d'affûtage.
- Conique (deux diplus). La perceuse est amenée à l'abrasion sous un angle et se balançant d'un côté à l'autre. Le procédé convient aux exercices de diamètre de plus de 3 mm.
Extraction conique
Le rendu est effectué sur une pierre douce.
CONSEIL: Pour vider les exercices, utilisez des périphériques spéciaux (machines), permettant de fixer de manière sécurisée l'outil à l'angle souhaité.
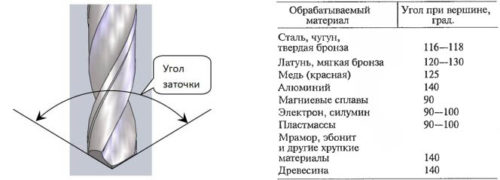
Les angles d'affûtage peuvent différer en fonction du métal pour lequel ils sont destinés
Comment aiguiser le ciseau et les plans
Pour effectuer du travail rapidement et efficacement, vous devez utiliser des conseils.
- Avant de faire glisser, le cercle ou la barre abrasive doit être placé pendant plusieurs minutes de kérosène.
- La lame des ciseaux ou de la raboteuse est conservée jusqu'à 30 minutes dans la solution du sel de cuisson.
- Pour la finition, vous pouvez utiliser une rectifieuse auto-fabriquée, qui peut être fabriquée à partir de l'ancien rasoir électrique. Pour ce faire, au lieu des couteaux, une plaque métallique avec du papier broyeur blanchi est installée.

Dispositif d'affûtage de l'outil
Erreurs lors de l'affûtage de l'outil
Lors de l'affûtage de l'outil effectué de différentes manières, les erreurs énumérées ci-dessous doivent être évitées.
- Il est nécessaire d'interrompre périodiquement le processus et de refroidir la lame dans de l'eau. Sinon, le métal surchauffé (cela peut être reconnu par changement de couleur) devient fragile. En conséquence, une affûtage doit être rétablie et cela conduit à une usure prématurée des outils.
- La fixation de la lame aromatisée ne suffit pas. Il est important que la machine soit installée sur un lit énorme et bien fortifié (Workbench), qui devrait rester fixe pendant le fonctionnement.
- Le cercle abrasif doit s'asseoir étroitement sur la tige de l'électricien. Ses biais, son usure excessive et inégale, ainsi que le battement de l'arbre ne sont pas autorisés.
- Il n'est pas recommandé d'aiguiser un petit outil sur un cercle destiné aux larges lames. Les rainures étroites sur l'abrasif interféreront avec un traitement de métal de haute qualité.
En conclusion - tutoriel vidéo à affûter un outil de menuiserie.
Calculatrice
 Calculatrice de toit
Calculatrice de toit Calculatrice pour la clôture (plancher professionnel, chaîne, soudée)
Calculatrice pour la clôture (plancher professionnel, chaîne, soudée)- Calculateur de prix du travail de terrassement
- Calculatrice de plancher (brouillon). Sable, Béton, Slag, concassé
- Calculatrice de couleur de surface
- Calculatrice en béton
- Calculatrice maçonnerie de briques
- Calculatrice de flux de plâtrage
- Solution de calculatrice
Corriger l'affûtage des outils. Comment aiguiser l'outil avec vos propres mains 29.01.2017
En cours de fonctionnement, les arêtes de coupe des instruments sont stupides, ce qui entraîne une diminution de la qualité des pièces de traitement et des blancs, à une diminution de la productivité du travail, ainsi qu'à l'usure des outils eux-mêmes. Droit ...






Photos thématiques





