



Blacksmithing berendezések: a saját kezével kovácsolás Műszerek,Hasznos tanácsadás

A kovácsolt fémtermékeket mindig megkülönböztették a szépségük. Ennek köszönhetően a kovács szakma mindig keresett volt. Kovácsolt kapuk, wickets, ablakrácsok egy magánházban, ezen a napon a gazdagság és a jó ízlés jele. Ha korábban a munkát a kovácsolás fém manuálisan végeztük módszerével melegkovácsoló, ahol a kovács melegítjük a munkadarabot, és vágjuk vele kalapáccsal, amíg el nem éri a kívánt formát, most ez még messze van. Először is, a modern kohászati \u200b\u200bvállalkozások a kovácsolt termékek gyártásának késztermékét forgatták (főleg számukra az acélteret 10x10 - 20x20 mm keresztmetszettel vagy 8-16 mm átmérőjű kerek rúddal használják, és másodszor is Teljesen lineáris speciális gépek, amelyek kovácsolt elemeket készítenek, anélkül, hogy melegítenék. A szerszámgépek használata lehetővé tette a soros alkatrészek előállítását, amelyek azonos méretűek lennének.
Tartalom
A kovácsoló gépek jellemzői

A hideg kovácsolt gépek két fő csoportra oszthatók:
- Mechanikai. Gépek elektromos és sebességváltóval. Főként gyári gyártás. Megengedik, hogy növeljék a termelékenységet és létrehozzanak egy kisvállalkozást. Az ilyen berendezések költsége azonban meglehetősen magas, ami a lakosság többségének hozzáférhetetlenségének oka.
- Kézikönyv. A hajlító gépek egyszerűbb tervezése és gyártása a hideg kovácsoláshoz saját kezével. Korlátozottabb képességük van, azonban két tagadhatatlan előnye van: az áruk jobban megközelíthetőbb, valamint az ilyen gépek önállóan lehetnek.
Hogyan készítsünk egy gépet egy hideg kovácsolásra saját kezével, tegyünk tovább.
A hideg kovácsolás, jellemzői, előnyei és hátrányai
A hideg kovácsolás folyamata a fémfeldolgozás egyik legegyszerűbb módszere. Kiváló kezdet azoknak, akik csak az acéllemezzel kezdődnek. A hideg kovácsolásnak köszönhetően nagy mennyiségű figurát készíthet a nagy fémszerkezetek számára.
A gyártás folyamata fém szerkezetek segítségével kovácsolás fűtés nélkül az üres lehet három részre osztja:
- A design elem hajlítása. Ahhoz, hogy egy göndör elemet kapjon egy közvetlen fémdarabból, meg kell hajlítania. A hideg kovácsoló gépen speciális tüskékkel történik.
- Annak érdekében, hogy az elemek további formákat adjanak csúcsok vagy liba mancsok formájában, az üreseket megnyomják.
- Az utolsó lépés, az összes hegesztési elemet egy designban gyűjtik össze.
A hideg kovácsolási folyamat fő előnye a fűtés hiánya, amely kiküszöböli az éghető anyagok és a hegy építésének szükségességét. Ezenkívül a hideg kovácsoló gépek használatának köszönhetően nagy sorozatot készíthet ugyanazon részletekről, kész minták használatával.
A hideg kovácsolási folyamat hátránya az acél tulajdonságai. A hideg feldolgozásával nem lesz túl műanyag, amely pontatlan munkával vezethet a munkadarab repedezéséhez. Ezért kell gondosan dolgozni egy hideg üres.
Kézzel készített hideg kovácsolt gép

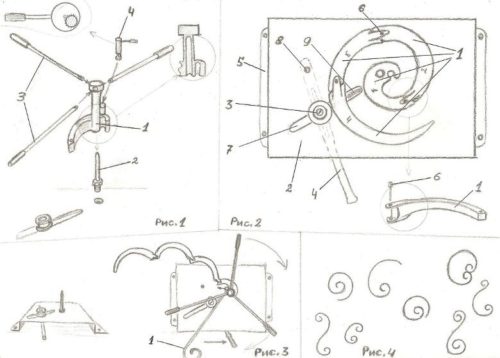
A fém üres hajlításának legegyszerűbb használata "csiga". Ez a kézi gép megkapta a nevét a tüske rovására, amely csiga alakú. Tartós acélból készül, amely képes nagy mechanikai terhelésekkel szemben. Az ilyen gép működésének elvét rendkívül egyszerű. A munkadarab végét egy csiga-horonyban indítják el, és az utóbbit a munkadarab tengelye körül vagy a munkadarab mozgása körül forgatják, a szükséges formában hajlított. A különböző formák részleteinek előállításához különböző csigákat használnak.
Megkülönböztetni kétféle kézi gépet a hideg kovácsoláshoz:
- Mozgó csiga.
- Fix csigával.
A második típus a leginkább előnyös. A hosszú mobil fogantyúnak köszönhetően, amely megnyomja a munkadarabot, nagy erőt alkalmazhat (Lever Rule), amely lehetővé teszi, hogy a rúd bármilyen hosszúságú feldolgozásra kerüljön. Ahhoz, hogy válassza ki a legmegfelelőbb design egyedi feltételeket, akkor a videót a munkát hidegkovácsolási gépek által saját kezűleg felmérni képességeiket.
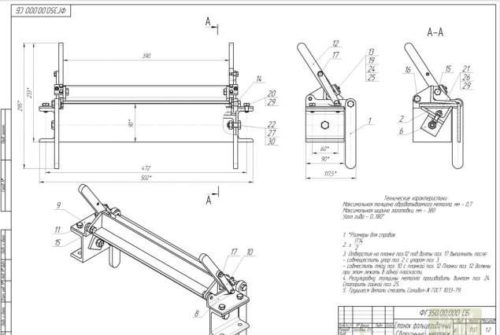
A hideg kovácsolt, a saját keze által készített házi gép több fő részből áll:
- Stanna. A fémfelület, amelyen a csiga rögzített. Ez egy asztalból és állványból áll, amelyen rögzített. A táblázat legalább 5 mm vastagságú acéllemezből készül. Ebben az esetben a felületnek tökéletesen kell lennie, hogy ne rontja a munkadarabot. Az asztal egy kör formájában készült, köszönhetően a gép fogantyúja körül forog. Az ágy állványa 76 mm átmérőjű csőből készült hegesztett karimával, hogy rögzítse a padlóra a rögzítőcsavarokon.
- Emelőkar. Meglehetősen bonyolult kialakítású. A felső eltávolítható részből és az alsó részből áll - a fő részből. Az alsó rész egy profil cső, amelynek mérete 45x25 mm-es, a végén, amely a csapágy sorban egy elhúzódó csavar van hegesztve a cső egy nagy átmérőjű. A csapágynak köszönhetően a kar az asztal körül forog.
- Két olyan fémszerkezet, amelyben a felső rész a kart alsó részébe kerül. Elkeverhető lesz, amely lehetővé teszi, hogy szükség esetén távolítsa el azt, és módosítsa az asztalon lévő pozícióját. A felső rész ugyanabból a profilcsőből készül, amely a végén hegesztett csapágyat. Az első makacs, amelynek köszönhetően a kar csúszik az asztal felületén, és a második közvetlenül nyomást gyakorol a munkadarabra. A kar összecsukható kialakításának köszönhetően egy ilyen gép használható csavart termékek előállítására. Ehhez az asztal közepén és a működő fejében rögzítik a rúd rögzítőjét. Most, amikor forgatja a kart, akkor a rúdot a tengelye körül csavarhatja, így csavart termékeket készíthet.
- Tüske. A tüskék önállóan és szaküzletekben vásárolhatók. Az asztal felszínén található telepítéshez a lyukakon keresztül készülnek.
A feladat megkönnyítése érdekében javasoljuk, hogy a gép rajzai a saját kezével hidegen kovácsoljanak.
Gyártógép hideg kovácsolás saját kezével
A hideg kovácsolt gép előkészítése előtt anyagokat és eszközöket kell készítenie. Anyagok szükségesek:
- 10 mm vastagságú acéllemez az asztal és a csapadék gyártásához.
- 90 mm-es és 76 mm átmérőjű csődarabok a rack gyártásához és a csapágyak bezárásához.
- Csőprofil mérete 45x25 mm A karok gyártásához.
- Sarok és szalag. Kell fokozni a kar tetejét, hogy ne hajlítsa meg a munkadarab összecsukását.
- Csapágyak. A csapágyak mérete az ülősarok átmérőjétől függ. Válasszon túl bonyolult.
Munkahelyi eljárás:
- A kezdethez 600 - 700 mm-es kör van kivágva egy fémlemezből. Ez egy gázvágó segítségével történik. Ha ez problémás, akkor megrendelheti egy olyan céget, amely fém. A közzététel fém vágásból készül. Az ágy felszerelése ugyanabból a lapról, egy téglalapot vágunk 1000 x 900 mm méretű.
- Ezután a 76 mm átmérőjű cső le van vágva. A hosszát egyedileg határozzák meg. Hegesztett 4 kinks az alsó végéből. Ezt követően a csövet egy téglalap alakú bázisra hegeszti.
- Most a kar alsó részét gyártják. Csőprofil van, és egy 1400 mm hosszú darab levágódik. 90 mm átmérőjű cső vágásához hegesztve 30 mm hosszúságú. Ezután két lyuk van, amelynek átmérője 8 mm, és 2 anya van hegesztve. 2 csavart fognak csavarozni, hogy tartsa a csapágyat.
- Ezután 2 tartószerkezetek a tetején a kar készült azonos profilt cső. Amint készen állnak, hegesztettek az aljára. Lyukak készülnek tartószerkezetek és anyák szorító csavarok vannak hegesztve.
- Most a kar alja a helyére telepíthető. A csövön lévő csapágy ruhák, amelyeket a kart tetején helyeznek el, és csavarokkal vannak rögzítve. Ennek eredményeképpen a kar alsó becsülete az ágy állványa körül foroghat.
- Ezután a táblázat hegesztett felülnézet.
- Most folytathatja a kar tetejének gyártását. Gyárt a profil cső 45x25 mm, hossza 1 m. Ez áll a felső része a fogantyút, és a munkafej, amely hozzá van hegesztve ezen fogantyú. A fej egy hegesztett fémszerkezetek, amelyek testre szabott csövet vagy kör, a csapágyak telepítéséhez.
- Ezzel párhuzamosan a gomb a tárcsás mögött van felszerelve. Ez felelős lesz az asztal felületén lévő kart. Merőlegesen erősített 2 nyomócsapágy, amelyek közvetlenül nyomja a munkadarabot, hogy fel. A csapágy méretei egyedileg vannak kiválasztva. A működőfej felső része jobb erősíteni a sarok segítségével, hogy ne hajlítsa meg. Ezután a kar eltávolítható részét a munkahelyen állítja be és kalibráljuk.
- A következő lépés az asztal felülete van szükség, hogy a lyukakat a telepítés tüskék. Ehhez minden tüskét kell csatolnia az ágy felszínéhez, és vázolja fel a lyukak helyét. Ezt úgy kell alkalmazni, hogy a központ, amelyben a munkadarabot behelyezték, az asztal közepére számolják. A lyukak egy kézzel fúrtak. Átmérőjének 0,5 mm-nél nagyobbnak kell lennie, mint a tüske lábának átmérője, hogy szabadon telepítsenek.
- Ezt követően a gép minden részét ki kell tervezni és festeni. Most kezdhetsz dolgozni egy hideg fémen, kovácsolva a saját kezével.
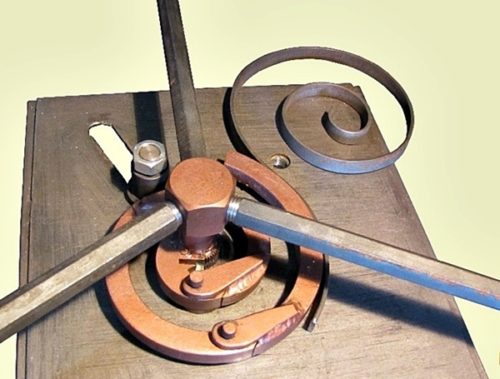
Gép a hideg kovácsolásához: Fotó


Gép a hideg kovácsolásához: Videó
Számló


Helyes szerszám élesítés. Hogyan élesítheti az eszközt a saját kezével 29.01.2017
A folyamat során a működés, a vágási élek az eszközök buták, ami csökkent a minőségi feldolgozásához alkatrészek és üres, hogy csökkent a termelékenység, valamint a kopás magukat az eszközöket. Jobb ...






Tematikus fotók





