



Правильная заточка инструмента. Как заточить инструмент своими руками Инструменты

В процессе работы режущие кромки инструментов тупятся, что приводит к снижению качества обработки деталей и заготовок, к уменьшению производительности труда, а также к износу самих инструментов. Правильная заточка решает все вышеуказанные проблемы. Начинающему мастеру следует изучить рекомендации по правильной заточке инструмента различными способами.
Содержание
Общие принципы заточки инструментов
Для того чтобы привести режущую кромку любого инструмента в пригодность для дальнейшей работы, необходимо выполнить следующее.
Формирование первичной фаски
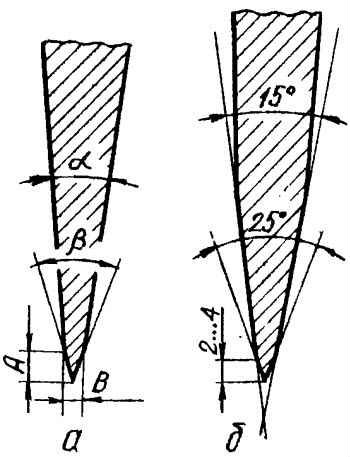
Углы первичной фаски и режущей кромки
Процесс заключается в обработке лезвия с помощью заточного станка или плоского камня таким образом, чтобы сформировать первичную фаску (скос под углом 25 или 30 градусов). При этом важно соблюдать определенные правила.
- Электрический инструмент для заточки будет более эффективен, если необходимо устранить глубокие зазубрины и сколы.
- Частота вращения абразивного круга не должна превышать 2000 об/мин, зернистость круга выбирается в пределах 100-120 ед.
- Рекомендуется проводить заточку абразивом на основе оксида алюминия, так как они (в отличие от обычных кремниевых) способны обеспечить должное качество обработки металла. Кроме того, такие круги не перегревают металл.
- При ручной заточке используют наждачную бумагу или абразивный камень с зернистостью в пределах 100-320 ед.
- Чтобы не допустить перегрева и окисления поверхности кромки (что ведет к смягчению металла), в процессе затачивания следует периодически остужать лезвие, опуская его в холодную воду.
Важно: форма первичной фаски зависит от способа заточки. Вручную формируют плоскую фаску, а с помощью электроточила – вогнутую.
Формирование режущей кромки
После того, как первичная фаска будет готова, необходимо довести лезвие до требуемой остроты. В процессе доводки выполняется следующее.
- Затачиваемый инструмент подводится к плоскости абразивного круга под углом, увеличенным на 4-5° от предыдущего положения. Край лезвия необходимо обработать так, чтобы получить узкую микрофаску.
- Для заточки используется наждачная бумага 600-8000 ед. зернистости. Важно вовремя остановить процесс, чтобы не допустить ухудшения характеристик режущего инструмента.
- Эффективная шлифовка кромки выполняется в два этапа: вначале абразивом зернистостью 1000-4000 ед, а затем – 5000-8000 ед.
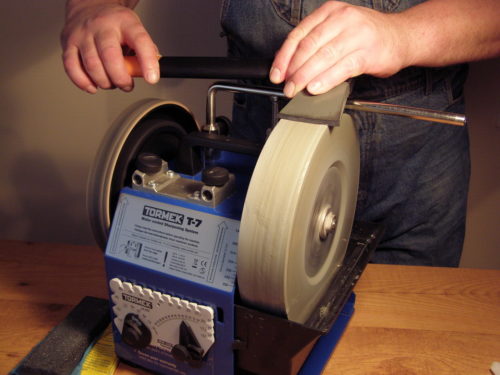
- Делаем правильную форму режущей кромки с помощью «тележки» — заточного приспособления, в котором инструмент устанавливается и фиксируется под необходимым углом. Этот метод заточки пригоден для узких (минимум 6 мм) и широких (до 73 мм) лезвий, таких какие используются в рубанках. Ролик позволяет свободно перемещать лезвие, установленное под выбранным углом, вдоль поверхности абразива. В процессе работы следят за положением ролика: он не должен отрываться от опорной поверхности.
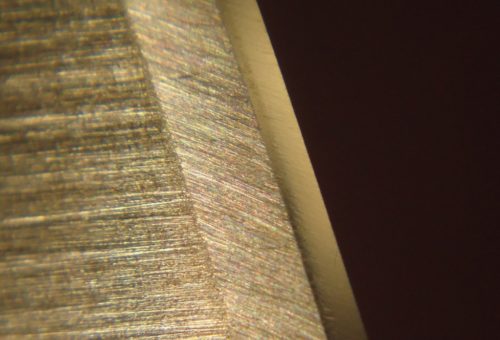
Первичная фаска и режущая кромка мод микроскопом
Важно: ширина микрофаски не должна превышать 1 мм. В процессе доводки следует регулярно проверять, на какой стадии находится затачиваемый инструмент. В противном случае необходимо будет заново формировать фаску.
Как применяется наждачная бумага для заточки инструментов
Для работы на заточном станке применяется наждачная бумага 220, 320, 600, 1200 грит, для доводки – в пределах 2000-4000. Доводка (полировка) имеет большое значение для инструментов по дереву: острая кромка качественно обрабатывает материал и не так быстро тупится. Методика заточки заключается в следующем.
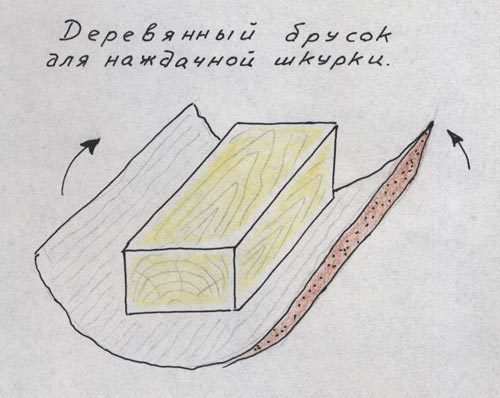
- Выбирается материал с твердой и плоской поверхностью (это может быть кусок гранитной плиты, толстое стекло, ламинированная ДСП или обычный деревянный брусок). Удобнее использовать брусок размером 75×200 мм.
- Наждачная бумага наклеивается на брусок. Изготавливается несколько брусков с различной зернистости абразивами.
- Приспособление укладывается на верстак поверх резиновой прокладки (для устойчивости).
- Затачиваемый инструмент устанавливается под углом 25-30° для формирования фаски. С умеренным нажимом лезвие перемещается вдоль плоскости бруска.
- Выполняется доводка лезвия с другим номером абразива.
- Полируется тыльная сторона режущего инструмента (плоскость возле режущей кромки шириной 10-12 мм).
Следует знать все плюсы и минусы данного способа:
- дешевизна: наждачная бумага и клей для изготовления приспособления не потребуют значительных расходов;
- доступность: необходимые материалы есть в любом строительном магазине;
- после затачивания инструмента не будет грязи на верстаке;
- быстрый износ наждачной бумаги требует ее периодической замены.
Заточка инструментов с помощью водного камня
Для работы необходимо иметь в своем распоряжении абразивы зернистостью 1000, 4000, 8000 грит. Технология предусматривает обработку режущей кромки с помощью трех камней.
Совет: уменьшить затраты можно, если приобрести комбинированные камни, стороны которого имеют различную зернистость.
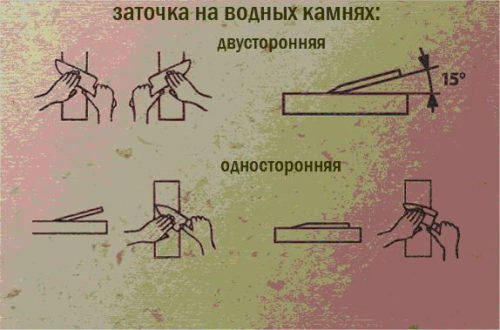
Особенности метода заключаются в следующем:
- перед затачиванием инструмента абразив необходимо замочить (погрузить в воду на 15-20 мин);
- в процессе работы камень следует периодически увлажнять;
- доводка начинается обработкой лезвия камнем 1000 грит, после чего переходят к зернистости 4000, а затем – 8000 грит.
Важно знать: абразивы зернистостью 1000 и 4000 грит можно держать в воде длительное время, но более мелкие могут прийти в негодность.
Чем плох, и чем хорош метод.
- Срок службы водных камней невелик. Поверхность абразива необходимо периодически выравнивать, чтобы ликвидировать борозды.
- Для доводки инструмента на водном камне требуется много времени.
- Воду для смачивания камней нужно периодически менять во избежание загрязнения верстака.
- Влажные камни после работы следует хорошо высушить в теплом помещении. На морозе они могут разрушиться.
Подробнее с процессом заточки инструмента на водном камне можно ознакомиться, просмотрев видео.
Заточка инструментов алмазными пластинами

Алмазные пластины для заточки
Алмазные пластины предназначены для заточки режущих кромок инструментов, изготовленных из твердых марки сталей. В практическом применении удобны пластины двусторонние, длиной 190-200 мм зернистостью 600/1200 грит. Работают с ними по определенным правилам.
- Плоскую фаску формируют с помощью пластины зернистостью 600 грит, доводку выполняют абразивом 1200 грит.
- Пластина смачивается водой.
- Лезвие затачиваемого инструмента располагается по отношению к абразиву под углом и перемещается вдоль его плоскости. Сточенные частички металла скапливаются в специальных отверстиях стальной подложки.
Совет: специальное масло хорошо зарекомендовало себя в качестве антикоррозионного средства, но для смазки оно не эффективно. Рекомендуется заменить масло водой (поверхность абразива будет не так быстро загрязняться). После использования алмазные пластины необходимо просушить.
Заточка инструментов: полезные советы
В процессе работы слесарные и столярные инструменты тупятся, и работа с ними становится менее эффективной. Ухудшается и качество обрабатываемых ими поверхностей. Необходимо своевременное и правильное затачивание режущих кромок.
Как заточить топор своими руками
Топоры с прямым лезвием требуют затрат сил, и они подламывают щепу. Чтобы рабочий инструмент привести в порядок, во время заточки необходимо учитывать следующее.
- Сферу использования: топор может быть плотницким, рыбацким или может применяться в качестве колуна.
- Материал, для обработки которого нужен топор (порода и сорт древесины, ее влажность).
- Марку металла, из которого изготовлен топор.
В зависимости от этого, выбирается форма кромки лезвия топора, которая может быть:
- овальной (для колки и обтесывания древесины);
- бритвенной (для точной плотницкой работы);
- клинообразной (универсальный вид кромки для топора, пригодного для колки и для выравнивания поверхности древесины).
Технология заточки топора, использующегося в быту, предусматривает обработку лезвия в два этапа.
- Первичная заточка: формируется фаска с углом 15°.
- Доводка: формируется режущая кромка с углом 25° (для бытовых инструментов).
В процессе затачивания следует избегать:
- перегрева лезвия;
- смещения заточного инструмента;
- перекоса и слабой фиксации абразивного круга;
- использования круга с неравномерным износом;
- биения вала электродвигателя точила.
Нюансы заточки пилы

Заточка зубьев пилы
Прежде чем затачивать пилу, необходимо проверить разводку зубьев. Если необходимо – развести их так, чтобы через один зуб наклон их был в разные стороны. После этого зубья затачиваются с одно стороны. Режущая кромка должна быть направлена в сторону рукоятки.
Затачиваем сверла своими руками
Быстрее тупятся сверла, которые используются для обработки металла. Режущую кромку такого сверла можно восстановить.
Основные моменты, на которые нужно обращать внимание:
- затачиваемая кромка должна находиться в одной плоскости с осью абразивного камня;
- во время работы следует умеренно прижимать сверло к абразиву;
- необходимо следить за формированием кромок: они должны быть одинаковой длины.
Существует два вида заточек.
- Одноплоскостная (для сверл диаметром до 3 мм). Сверло передвигается параллельно рабочей поверхности заточного круга.
- Коническая (двухугловая). Сверло подносится к абразиву под углом и покачивается из стороны в сторону. Метод пригоден для сверл диаметром более 3 мм.
Коническая заточка сверла
Доводка выполняется на мягком камне.
Совет: для затачивания сверл пользуются специальными приспособлениями (станками), позволяющими надежно зафиксировать инструмент под нужным углом.
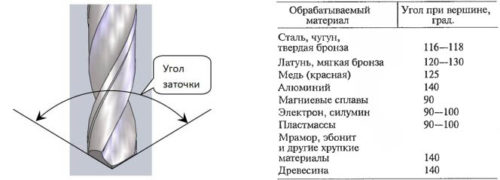
Углы заточки могут отличаться в зависимости от металла, для которого они предназначены
Как заточить стамеску и рубанок
Для того чтобы выполнить работу быстро и качественно, следует воспользоваться некоторыми советами.
- Перед затачиванием абразивный круг или брусок нужно поместить на несколько минут в керосин.
- Лезвие стамески или рубанка выдерживают до 30 мин в растворе поваренной соли.
- Для доводки можно использовать самодельную шлифовальную машинку, которую можно изготовить из старой электробритвы. Для этого вместо ножей устанавливают металлическую пластину с наклеенной шлифовальной бумагой.

Приспособление для заточки инструмента
Ошибки при заточке инструмента
Во время заточки инструмента, выполняемой разными способами, следует избегать ниже перечисленных ошибок.
- Необходимо периодически прерывать процесс и охлаждать лезвие в воде. В противном случае перегревшийся металл (это можно распознать по изменению цвета) становится хрупким. В результате, заточку приходится выполнять заново, а это ведет к преждевременному износу инструмента.
- Фиксации затачиваемого лезвия недостаточно. Важно, чтобы станок был установлен на массивной, хорошо укрепленной станине (верстаке), которая должна оставаться неподвижной во время работы.
- Абразивный круг должен плотно сидеть на валу электроточила. Не допускаются его перекосы, чрезмерный и неравномерный износ, а также биение вала.
- Не рекомендуется затачивать мелкий инструмент на круге, предназначенным для широких лезвий. Узкие борозды на абразиве будут мешать качественной обработке металла.
В завершение – видеоурок по заточке столярного инструмента.