



Kováčske zariadenie: stroj na za studena s vlastnými rukami Nástroje,Užitočné poradenstvo

Kované kovové výrobky boli vždy odlíšené ich krásy. Vďaka tomu bolo povolanie kováča vždy v dopyte. Kované brány, bránky, okenné mriežky inštalované v súkromnom dome, do tohto dňa sú považované za znamenie bohatstva a dobrého vkusu. Ak sa skoršie uskutočnilo všetky práce na kovaní kovu manuálne metódou horúceho kovania, pri ktorom kováč zahrel obrobok a rezal ju s jej kladivom, kým nedosiahne požadovanú formu, teraz je to ďaleko. Po prvé, moderné metalurgické podniky valcal hotový profil na výrobu kovaných produktov (hlavne pre nich sa používajú oceľové námestie s prierezom 10x10 - 20x20 mm alebo okrúhla tyč s priemerom 8 až 16 mm), a po druhé je celok lineárnymi špeciálnymi strojmi, ktoré robia kované prvky, bez toho, aby sa uchýlili k jeho zahrievaniu. Použitie obrábacích strojov bolo možné vyrábať sériové časti, ktoré by mali rovnakú veľkosť.
Obsah
Charakteristika kovania strojov

Stroje na sfére môžu byť rozdelené do dvoch hlavných skupín:
- Mechanický. Stroje s elektrickou a prevodovkou. Hlavne výrobná výroba. Umožňujú vám zvýšiť produktivitu a vytvoriť malý podnik. Náklady na takéto vybavenie sú však pomerne vysoké, čo je príčinou jeho nedostupnosti pre väčšinu obyvateľstva.
- Manuálny. Silnejší návrh a výroba ohýbacích strojov na studené kovanie s vlastnými rukami. Majú obmedzenejšie schopnosti, avšak majú dve nepopierateľné výhody: ich cena je prístupná, rovnako ako takéto stroje môžu byť vyrobené nezávisle.
Ako urobiť stroj na studené kovanie s vlastnými rukami, povedzme ďalej.
Proces studeného kovania, jeho vlastnosti, výhody a nevýhody
Proces kovania za studena je jednou z najjednoduchších metód spracovania kovov. Je vynikajúci začiatok pre tých, ktorí práve začínajú pracovať s oceľou. Vďaka za studena môžete vytvoriť veľký rozsah rôznych obrázkov pre veľké kovové konštrukcie.
Proces výroby kovových konštrukcií pomocou kovania bez zahrievania polotovarov možno rozdeliť do troch stupňov:
- Ohýbanie konštrukčného prvku. Ak chcete získať kučeravý prvok z priameho kusu kovu, musíte ho ohnúť. Uskutočňuje sa na strážnej kábel s použitím špeciálnych tŕňov.
- Aby sa prvky poskytli dodatočné formuláre vo forme vrcholov alebo husí labky, polotovary sú stlačené.
- Posledný krok, všetky prvky so zváraním sa zbierajú v jednom dizajne.
Hlavnou výhodou procesu za studena je nedostatok vykurovania, ktorá eliminuje potrebu používať horľavé materiály a výstavbu hory. Okrem toho, vďaka používaniu strojov na kovanie studených, môžete vytvoriť veľké série rovnakých detailov pomocou hotových vzorov.
Nevýhodou procesu za studena je vlastnosti ocele. So svojím spracovaním za studena sa stáva príliš plastom, ktorý s nepresnými prácami môže viesť k praskaniu obrobku. Preto by to malo byť starostlivo pracovať so studeným prázdnym.
Ručne za studena kovaný stroj

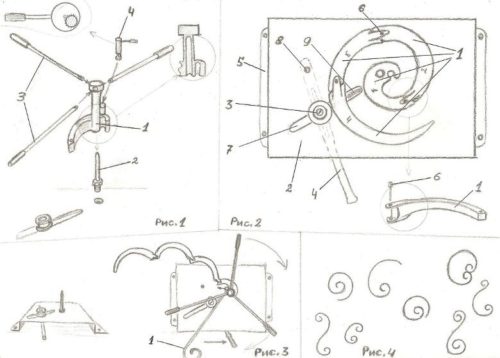
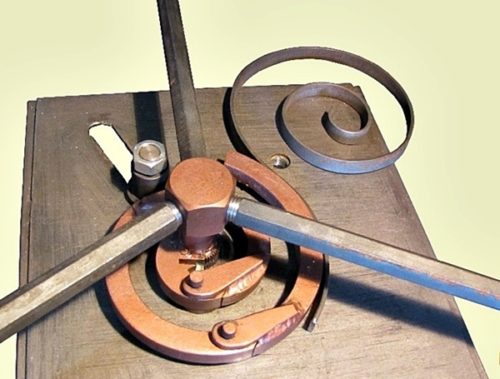
Najjednoduchšie použitie na ohýbanie kovu prázdne je "slimák". Tento manuálny stroj dostal svoj názov na úkor tŕňa, ktorý má tvar slimák. Je vyrobený z trvanlivého ocele schopného odolať veľkým mechanickým zaťaženiam. Princíp prevádzky takéhoto stroja je mimoriadne jednoduchý. Koniec obrobku sa spustí v slimákovom drážke, a otáčaním druhej osi alebo pohybu samotného obrobku je ohnutý v potrebnej forme. Na výrobu detailov rôznych tvarov používajú rôzne množiny slimákov.
Rozlišujte dva typy ručných strojov na za studena:
- S pohyblivým slimákom.
- S pevným slimákom.
Druhý typ je najvýhodnejší. Vzhľadom k dlhej mobilnej rukoväti, ktorá tlačí obrobok, môžete použiť veľkú silu k nej (pravidlo páka), čo umožní tyč spracovať ľubovoľnú dĺžku. Ak chcete vybrať najvhodnejší dizajn pre špecifické podmienky, môžete sledovať video na prácu za studena kovacích strojov vyrobených vlastnými rukami posúdiť ich schopnosti.
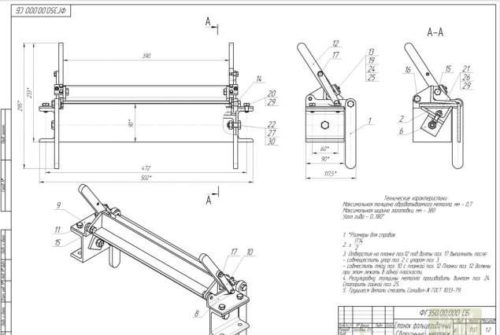
Podáva sa tu domáce stroj za studena kované zo strany ich vlastných rúk, sa skladá z niekoľkých hlavných častí:
- Stanné. Kovový povrch, na ktorom je upevnený šnek. Skladá sa z počítača a stojanu, na ktorom je pripevnený. Stôl je vyrobený z oceľového plechu s hrúbkou najmenej 5 mm. V tomto prípade, jeho povrch musí byť dokonale dokonca tak, aby nedošlo k kaziť obrobok. Pracovná plocha je vyrobená v tvare kruhu, vďaka ktorým stroj rukoväť otáča okolo neho. Stojan lôžka je vyrobená z rúrky s priemerom 76 mm s privarené prírube ju upevnenie k podlahe na kotevné skrutky.
- Rameno páky. To má trochu komplikovanú konštrukciu. Skladá sa z hornej odnímateľnou časťou a dolnej časti - hlavnej časti. Spodná časť je profil trubky o veľkosti 45x25 mm, na ktorého konci je ložisko riadok s spomalený skrutky je zvárané z rúrky s veľkým priemerom. Vďaka ložiská, bude v nej páka otáča okolo stola.
- Dve nosnej kovovej konštrukcie, v ktorej sa horná časť sa vkladá do spodnej časti páky. Bude snímateľný, ktorý vám umožní v prípade potreby ju odstrániť, rovnako ako prispôsobiť svoju pozíciu na stole. Horná časť je vyrobená z rovnakého profilu rúrky s ložiskom privarená na koniec. Prvý z nich má svoju hlavu, vďaka ktorej je páka bude kĺzať pozdĺž povrchu stola, a druhý bude priamo tlak na obrobok. Vďaka skladacie konštrukcii páky, taký stroj môže byť použitý na výrobu zakrútených výrobkov. K tomu, v stredu stola a vo svojom pracovnom čele, stanovuje pre svorku tyče sú vyrobené. Teraz, keď otočíte páčku, môžete krútiť tyče okolo svojej osi, takže skrútené produktov.
- Tŕň. Tŕne môžu byť vyrobené samostatne aj nákup v špecializovaných predajniach. Pre ich inštaláciu na povrchu stola, cez otvory sú vyrobené.
S cieľom uľahčiť úlohu, je odporúčané, aby kresby stroje pre kovanie za studena s ich vlastných rúk.
Výrobné zariadenia pre kovanie za studena s vlastnými rukami
Pred vykonaním studeného kovaný stroj, je potrebné si pripraviť materiály a nástroje. Materiály budú potrebovať:
- Oceľový plech s hrúbkou 10 mm pre výrobu stôl a vŕzganie.
- Kusy rúr s priemerom 90 mm a 76 mm pre výrobu skrine a uzáveru pre ložiská.
- Pipe veľkosť profilu 45x25 mm pre výrobu páky dizajnu.
- Rohové a pásy. Potreba zvýšiť hornú časť páky tak, aby sa neprehýba počas skladania obrobku.
- Ložiská. Veľkosť ložísk je závislá na priemere posedením. Vyberte si z nie príliš komplikované.
Rad práce:
- Po prvé, v kruhu 600 - 700 mm je vyrezaný z kusu plechu. To sa vykonáva pomocou plynového frézu. Ak sa tak stane problematické, môžete si ho objednať vo firme, ktorá obchoduje kov. Ku sprístupnenie je vyrobená z kovového orezávanie. Pre inštaláciu lôžka z rovnakého listu, obdĺžnik je rez s veľkosťou 1000 x 900 mm.
- Potom sa kus rúrky s priemerom 76 mm je odrezaný. Jeho dĺžka je stanovená individuálne. To je zvarená 4 slučky od spodného konca. Za to, že potrubie je zvarená s obdĺžnikovou základňou.
- Teraz sa vyrába spodnú časť páky. rúrkového profilu je prijatá, a kus 1400 mm je odrezaný. To je privarená k rezanie rúrky s priemerom 90 mm a dĺžkou 30 mm. Potom sú dva otvory s priemerom 8 mm a 2 matíc sú zvárané. Budú mhouřit 2 skrutky držať ložiská.
- Ďalej, 2 podporné konštrukcie pre hornej časti páky sú vyrobené z rovnakého profilu potrubia. Akonáhle sú pripravení, ktoré sú privarené ku dnu. Otvory sú v nosných konštrukcií a matice pre upínacie skrutky sú privarené.
- Teraz spodná časť páky môže byť inštalovaný na mieste. Nosné šaty na potrubia, ktoré je kladený na hornej časti páky, a je upevnený pomocou skrutiek. Výsledkom je, že čím nižšia česť páky môže otáčať okolo regálu postele.
- Ďalej tabuľka je zvarená pôdorys.
- Teraz môžete pokračovať s výrobou v hornej časti páky. Vyrába z rúrkového profilu 45x25 mm s dĺžkou 1 m. Skladá sa z hornej časti rukoväte a hlavice, ktorá je privarená na tejto rukoväti. Hlava je zváraná kovovej konštrukcie s na mieru kus trubky alebo kruhu pre montáž ložiska.
- Paralelne je gombík inštalovaný za strojom. Bude zodpovedný za lesknutie páky na povrchu stola. Kolmo namontované 2 tlakové ložisko, ktoré bude priamo stlačiť obrobok, aby to prinieslo. Rozmery ložísk sú vybraté individuálne. Horná časť pracovnej hlavy je lepšia posilniť pomocou rohu, takže sa neohýbajú. Ďalej je odnímateľná časť páky nastavená a kalibrovaná na pracovisku.
- Ďalší krok na povrchu tabuľky je potrebné, aby otvory pre montáž tŕňov. Ak to chcete urobiť, musíte pripojiť každý tŕň k povrchu postele a načrtnúť umiestnenie otvorov. Mal by sa aplikovať takým spôsobom, že jeho stred, v ktorom je obrobok vložený, predstavoval stred tabuľky. Otvory sú vŕtané ručným vŕtaním. Ich priemer by mal byť o 0,5 mm viac ako priemer nôh tŕňa, takže sú nainštalované voľne.
- Potom by sa mali premietať všetky časti stroja a natreté. Teraz môžete začať pracovať na studenom kovovom kovaní s vlastnými rukami.
Stroj na studené kovanie s rukami: foto


Stroj pre studené kovanie s rukami: video
Kalkulačky


Správne brúsenie nástroja. Ako zaostriť nástroj s vlastnými rukami 29.01.2017
V procese prevádzky sú rezné hrany nástrojov hlúpy, čo vedie k zníženiu kvality spracovateľských dielov a medzier, k zníženiu produktivity práce, ako aj na opotrebovanie samotných nástrojov. Správny ...






Tematické fotografie





