



Oprema za kovačje: Stroj za hladno kovanje z lastnimi rokami Instruments.,Koristen nasvet

Kovani kovinski izdelki so vedno razlikovali po svoji lepoti. Zahvaljujoč temu, je bil poklic kovač, ki je bil vedno v povpraševanju. Kovana vrata, prehode, okenske mreže, ki so nameščene v zasebni hiši, se na ta dan štejejo za znak bogastva in dobrega okusa. Če je bilo prej vse delo na kovanju kovine ročno izvedeno z metodo vroče kovanje, na kateri kovač se je ogreval obdelovanec in ga razrezal s kladivom, dokler ne doseže želene oblike, zdaj je daleč. Prvič, sodobna metalurška podjetja so prevzela končni profil za proizvodnjo kovanih izdelkov (predvsem za njih je jekla kvadrat s prerezom 10x10 - 20x20 mm ali okrogle palice s premerom 8 do 16 mm), in drugič, tam je cela linear iz posebnih strojev, ki ponarejene elemente, ne da bi se zatekali k ogrevanju. Uporaba strojnih orodij je omogočila izdelavo serijskih delov, ki bi bile enake velikosti.
Vsebina
Značilnosti kovanje strojev

Hladi narežene stroje lahko razdelimo na dve glavni skupini:
- Mehansko. Stroji z električnim in menjalnikom. Večinoma proizvodnja tovarne. Omogočajo vam povečanje produktivnosti in vzpostaviti majhno podjetje. Vendar pa je strošek takšne opreme precej visok, kar je vzrok za njegovo nedostopnost za večino prebivalstva.
- Priročnik. Več Simplete dizajn in proizvodnja upogibnih strojev za hladno kovanje z lastnimi rokami. Imajo več omejenih zmogljivosti, vendar imajo dve nesporni prednosti: njihova cena je bolj dostopna, kot tudi takih strojev je mogoče izvesti neodvisno.
Kako narediti stroj za hladno kovanje z lastnimi rokami, povejmo naprej.
Proces hladne kovanje, njegove značilnosti, prednosti in slabosti
Proces hladne kovanje je ena izmed najbolj preprostih metod obdelave kovin. On je odličen začetek za tiste, ki samo začnejo z jeklom. Zahvaljujoč hladni kovanje, lahko naredite veliko različnih številk za velike kovinske strukture.
Proces proizvodnje kovinskih konstrukcij z uporabo kovanja brez ogrevanja Praznina je mogoče razdeliti na tri faze:
- Upogibanje oblikovalskega elementa. Da bi dobili kodrasti element iz neposrednega kosa kovine, ga morate upogniti. To se opravi na hladnem kovanju s pomočjo posebnih trngel.
- Da bi zagotovili elemente dodatne oblike v obliki vrhov ali šalov gosja, so praznine pritisnjene.
- Zadnji korak, vsi elementi z varjenjem se zbirajo v eni obliki.
Glavna prednost procesa hladnega kovanja je pomanjkanje ogrevanja dela, ki odpravlja potrebo po uporabi gorljivih materialov in gradnje gore. Poleg tega, zaradi uporabe hladnih kovanje strojev, lahko naredite veliko serij istih podrobnosti, z uporabo pripravljenih vzorcev.
Pomanjkljivost procesa hladnega kovanja je lastnosti jekla. S svojo hladno obdelavo, ne postane preveč plastična, kar lahko z netočnim delom, privede do razpokanja obdelovanca. Zato je treba skrbno delati s hladno prazno.
Ročno izdelan hladno kovani stroj

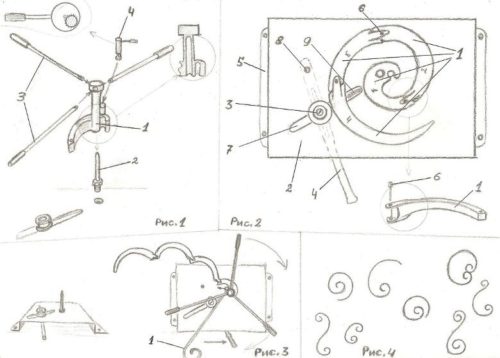
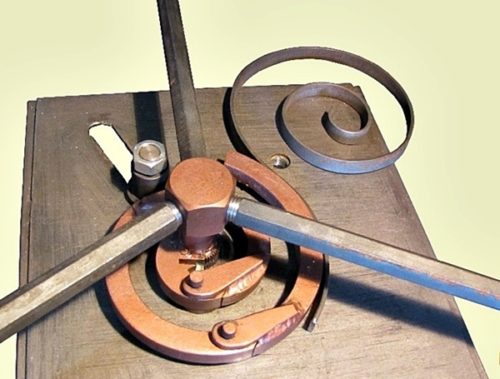
Najenostavnejši za uporabo za upogibanje kovinskega praznega je "polž". Ta ročni stroj je dobil ime na račun trndra, ki ima obliko polž. Narejen je iz trpežnega jekla, ki lahko vzdržijo velike mehanske obremenitve. Načelo delovanja takega stroja je zelo preprosto. Konec obdelovanca se zažene v utoru polža in z obračanjem slednjega okoli osi ali gibanja samega obdelovanca, je upognjen v potrebnem obrazcu. Za proizvodnjo podrobnosti različnih oblik uporablja različne komplete polžev.
Razlikovati dve vrsti ročnih strojev za hladno kovanje:
- S premikanjem polža.
- S fiksnim polž.
Druga vrsta je najbolj prednostna. Zaradi dolge mobilne ročajem, ki potisne obdelovanec, ki jih lahko uporablja veliko silo za njim (pravilo vzvod), ki bo omogočal drog obravnavati vsako dolžino. Če želite izbrati najbolj primerno obliko za posebne pogoje, si lahko ogledate video o delu hladno kovanje strojev, ki jih je svoje roke, da ocenijo svoje sposobnosti.
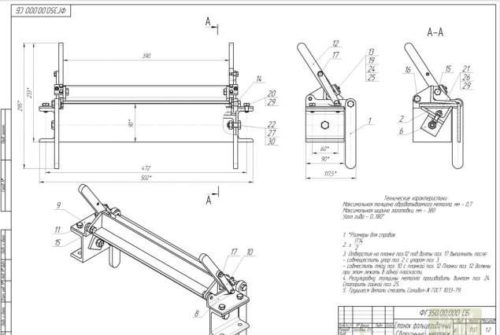
Domač stroj za hladno kovanega, ki s svojimi rokami, je sestavljen iz več glavnih delov:
- Stanna. Kovinske površine, na kateri je pritrjen polž. Sestavljen je iz namizja in stojalo, na katerem se je določila. Tabela je izdelana iz jeklene pločevine debeline vsaj 5 mm. V tem primeru mora biti njegova površina popolnoma celo, da se ne pokvari obdelovanca. Namizje je narejen v obliki kroga, zahvaljujoč kateremu stroj ročaj vrti se okoli njega. Stojalo postelje je izdelana iz cevi s premerom 76 mm z privarjeno prirobnico da ga pritrdimo na tla na sidrni vijaki.
- Ročica vzvoda. To je precej zapleteno obliko. Sestavljen je iz zgornjega odstranljivi del in spodnji - glavni del. Spodnji del je profilom cev z velikostjo 45x25 mm, na koncu katerega je ležajni vrstica z daljšim vijakom varjeno iz cevi večjega premera. Zahvaljujoč ležaja, bo vzvod vrti okoli mize.
- Dva nosilne kovinske konstrukcije, pri kateri se zgornji del je vstavljen v spodnji del vzvoda. To bo odstranljiva, kar bo omogočilo, da ga odstranite, če je potrebno, kot tudi prilagoditi svoj položaj na mizi. Zgornji del je izdelan iz enakega profila cevi z ležajem privarjena na koncu. Prva je trmasta, zahvaljujoč kateremu se vzvod drsi po površini mize in drugi bo neposredno izvaja pritisk na obdelovanec. Zahvaljujoč zložljivo zasnovo ročice, tak stroj se lahko uporablja za izdelavo twisted izdelkov. Če želite to narediti, v centru za mizo in v svojem delovnem glavi, določa za objemko palice so narejene. Zdaj, ko zavrtite ročico, lahko twist palico okoli svoje osi, kar zvite izdelkov.
- Trn. Koluti se lahko izvede neodvisno in nakup v specializiranih trgovinah. Za njihovo namestitev na površini mizo, skozi luknje so narejeni.
Za lažjo nalogo, je priporočljivo, da se risbe stroja za hladno kovanje s svojimi rokami.
Predelovalne stroj za hladno kovanje z lastnimi rokami
Pred proizvodnega stroja za hladno kovanje, je potrebno pripraviti gradiva in orodja. Iz materialov, ki jih boste potrebovali:
- Jeklo, 10 mm, za izdelavo odseka in naramnice.
- Kosi cev 90 mm v premeru in 76 mm za izdelavo letve in ležajem obročnim zobnikom.
- Tube profilom velikost 45h25 mm za izdelavo strukture ročic.
- Območje in bend. Potreba po krepitvi zgornji del ročice, tako da ni zvita med upogibanje obdelovanca.
- Ležaji. Ob velikost je odvisna od premera sedeža. Na izbiro ni preveč težko.
V postopek dela:
- Za začetek pločevine kosov izrežemo premer kroga od 600 - 700 mm. To se naredi z uporabo baklo rezanje. Če vam je to problematično, ga lahko naročite v podjetju, ki prodaja metalurških materiala. Narejen je iz koščkov kovinskih prečk. Nastavljanje okvir iz istega lista je rez pravokotno obliko 1000 x 900 mm.
- Nato reši kos premer cevi 76 mm. Njegova dolžina je določena individualno. Za to so štiri kotni privarjena na spodnjem koncu. Nato se cev privarjena na pravokotno podlago.
- Zdaj je na spodnji del roke. Bodite profila cevi in \u200b\u200bcut kos 1400 mm v dolžino. S koncem privarjen cevni odsek premera 90 mm in 30 mm v dolžino. Potem se je postavil dve luknji premera 8 mm in 2 sta privarjena matica. So privit v dva vijaka za sponko ležaja.
- Nadalje iz istih podpornih struktur profilne cevi 2 je oblikovan v nadlahti. Ko so pripravljeni, so varjene na dno. Za podporne strukture so narejene luknje in varjene matice za vpenjalnih vijakov.
- Zdaj pa spodnji del roke lahko nastavite v mestu. Na cev je obrabljen ležaj, ki je postavljen na vrhu vzvoda in pritrjena z vijaki. Kot rezultat, manjša je čast ročice za premikanje na posteljo objavo.
- Nadalje je vrh varjena namizni okvir.
- Sedaj lahko začnete kar na vrhu ročice. Izdelana je iz profilnih cevi 45h25 mm dolžine 1 m. Sestoji iz zgornjega dela ročaja in obdelovalne glave, ki je privarjena na to. Glava je privarjena kovinskih kosov z varjene cevi ali krog za nastavitev ležajev.
- Vzporedno je gumb nameščen za STAPPER. Odgovoren bo za drsenje ročice na površini tabele. Pravokotno nameščen 2 tlačni ležaj, ki bo neposredno pritisnil obdelovanec, da ga prinese. Dimenzije ležajev so izbrane posamično. Zgornji del delovne glave je bolje okrepiti s pomočjo kota, tako da se ne upogne. Nato je odstranljiv del ročice naravnan in umerjen na delovnem mestu.
- Naslednji korak na površini tabele je potrebno narediti luknje za vgradnjo trndre. V ta namen morate priložiti vsakega trka na površino postelje in opisuje lokacijo lukenj. Uporabiti ga je treba na tak način, da je njen center, v katerem je obdelovanec vstavljen, obračunan center tabele. Luknje se izvrtajo z roko. Njihov premer mora biti 0,5 mm več od premera nog trndra, tako da so prosto nameščeni.
- Po tem je treba predvideti vse dele stroja. Zdaj lahko začnete delati na hladni kovini, ki kovajo z lastnimi rokami.
Stroj za hladno kovanje z rokami: fotografija


Stroj za hladno kovanje z rokami: Video
Kalkulatorji


Pravilno ostrenje orodij. Kako izostriti orodje z lastnimi rokami 29.01.2017
V procesu delovanja so rezalni robovi instrumentov neumni, kar vodi do zmanjšanja kakovosti obdelave delov in praznin, do zmanjšanja produktivnosti dela, pa tudi na obrabo samih orodij. Prav ...






Tematske fotografije





