



Опрема за ковање: Машина за хладноће ковање властитим рукама Инструменти,Корисни савет

Ковани метални производи одувек су се одликивали њиховом лепотом. Захваљујући томе, професија ковача је одувек била тражена. Коване капије, вицкете, прозоре за прозор инсталиране у приватној кући, до данас се сматрају знаком богатства и добар укус. Ако су раније сви радови на приливању метала извели по метода вруће ковања, на којем је ковач загрејао радни комад и исекао га чекићем док не достигне жељени облик, сада то није тако. Прво, модерна металуршка предузећа преврнута је готов профил за производњу косованих производа (углавном за њих се користи челични квадрат са пресеком од 10к10 - 20к20 мм или округлог шипка пречника од 8 до 16 мм) и друго, тамо је цела линија специјалних машина које чине фалсификоване елементе, без прибегавања његовом грејању. Употреба машина омогућила је да произведу серијске детале који би били исте величине.
Садржај
Карактеристике машине за ковање

Хладне фалсификовања могу се поделити у две главне групе:
- Механички. Машине са електричним и мењачем. Углавном фабричка производња. Омогућују вам да повећате продуктивност и успоставите мали посао. Међутим, трошкови такве опреме је прилично висок, што је узрок њене неприступачне већине становништва.
- Упутство. Једноставнији дизајн и у производњи машина за савијање хладноћи ковање сопственим рукама. Имају ограничене могућности, међутим, имају две неоспорне предности: њихова цена је приступачна, као и такве машине могу се извршити независно.
О томе како направити машину за прехладу ковање властитих руку, хајде да кажемо даље.
Процес хладног ковања, његове карактеристике, предности и недостаци
Процес хладног ковања је једна од најједноставнијих метода обраде метала. Он је одличан почетак за оне који тек почињу рад са челиком. Захваљујући хладног ковања, можете направити велики низ различитих фигура за великих металних конструкција.
Процес производње металних конструкција користећи ковање без грејања празнина може се поделити у три фазе:
- Савијање елемент дизајна. Да бисте добили коврчав елемент из директног комада метала, то је потребно да се савије. Ради се на хладној машини за ковање користећи посебне мангеле.
- Да би се елементи дали додатни облици у облику врхова или гуске шапе, празнине се притискају.
- Последњи корак, сви елементи са заваривањем прикупљају се у једном дизајну.
Основна предност процеса хладног ковања је недостатак грејања део, који елиминише потребу за коришћењем запаљивих материјала и изградњу планине. Поред тога, захваљујући употреби машина за хладну ковање, можете направити велике серије истих детаља, користећи готове обрасце.
Недостатак процеса хладног ковања су челична својства. Са хладном прерадом, то не постаје превише пластично да, са нетачним радом, може довести до пуцања радног комада. Зато то треба пажљиво радити са хладним празним.
Ручно рађени хладну ковану машину

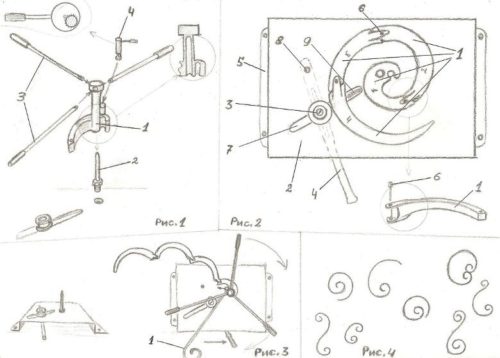
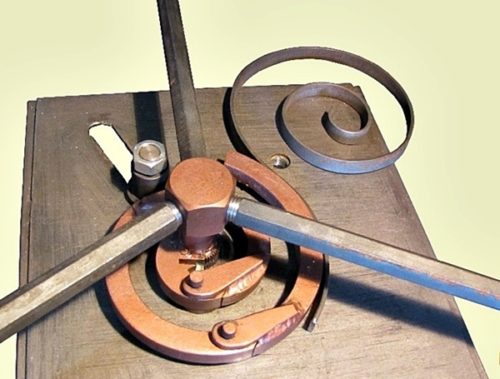
Најједноставније за употребу за савијање металног празног је "пуж". Ова ручна машина примила је своје име на штету Мандрела, која има облик пужа. Направљен је од издржљивог челика, способан да издржи велике механичка оптерећења. Принцип рада такве машине је изузетно једноставан. Крај радног комада почиње у пужева жлеб, а окретањем друго око своје осе или кретања самог радног комада, то је савијен у потребном облику. За производњу детаља различитих облика користе различите сетове пужева.
Постоје две врсте ручних машина за хладно ковање:
- Са померањем пужа.
- Са фиксним пужевима.
Друга врста је најпожељнија. Због дуге мобилне ручице, која гура радног дела, можете на њега применити велику силу (Ручица Ручица), што ће омогућити штап да обрађује било коју дужину. Да бисте одабрали најприкладнији дизајн за одређене услове, можете погледати видео на раду машина хладних ковања направљених властитим рукама како бисте проценили њихове могућности.
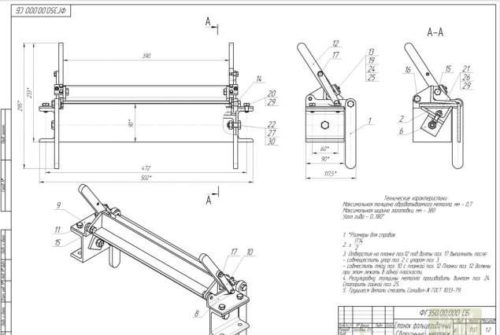
Домаћа машина за хладно ковање, направљене својим рукама, састоји се од неколико главних делова:
- Станна. Метална површина на којој је пуж фиксиран. Састоји се од радне површине и стајати на којем је фиксан. Табела је направљена од челичног лима дебљине најмање 5 мм. У овом случају његова површина мора бити савршено чак и да не поквари радни комад. Радна површина је направљена у облику круга, тако да се дршка машине ротира око ње. Сталак кревета је направљен од цеви пречника 76 мм са завареном прирубницом да га причврсти на под на сидрим вијцима.
- Ручица. Има прилично компликован дизајн. Састоји се од горњег преносивим делу и на дну - главни део. Доњи део је профилна цев са величином од 45к25 мм, на крају лежаја са дуготрајним вијком је заварена из цеви великог пречника. Захваљујући лежају, полуга ће се ротирати око стола.
- Две помоћне металне конструкције су пиво у доњем делу полуге, које ће бити убачене се горњи део. То ће бити уклоњено, што ће вам омогућити да га уклоните ако је потребно, као и прилагођавате његов положај на столу. Горњи део је направљен од исте профилне цеви са завареним лежајем на крају. Први је тврдоглав, захваљујући којој је полуга ће склизнути на површини стола, а други ће директно извршити притисак на радном предмету. Захваљујући склопивом дизајну полуге, таква машина се може користити за производњу искривљених производа. Да бисте то учинили, у средини стола и у њеној радној глави постављени су учвршћивачи за стезаљку шипке. Сада, када ротирате ручицу, штап можете уврнути око своје осе, чинећи искривљене производе.
- Вретено. Мандрелс се може обавити и независно и куповати у специјализованим продавницама. Да бисте се инсталирали на површини стола, направљене су рупе за крај до краја.
Да би се олакшао задатак, препоручује се да цртежи машине прехладе ковање властитим рукама.
Прављење машине за хладно ковање властитим рукама
Пре него што је хладно ковање машину, морате припремити материјале и алате. Материјали треба:
- Челичног лима дебљине 10 мм за производњу табеле и Скуеакс.
- Цевни комада пречника 90 мм и 76 мм за производњу сталка и затварања за лежајеве.
- Пипе величина профил 45к25 мм за производњу ручица дизајна.
- Угао и траке. Потреба да се побољша врх полуге тако да не добије савијен у савијање радног предмета.
- Лежајеви. Величина лежајева зависи од пречника седења. Изабрати да не превише компликовано.
Редослед рада:
- За почетак, круг од 600 - 700 мм се исећи на комад лима. Ово се врши помоћу секача гаса. Ако је то урађено проблематично, можете га поручити у компанији која тргује метала. Од сечење метала произведена ван. Да бисте инсталирали кревет из истог листа, правоугаоник се сече са величине 1000 к 900 мм.
- Исеците комад цеви пречника 76 мм. Њена дужина се одређују индивидуално. Он је заварена 4 косинки са доње. Након тога се цев заварена за правоугаоне основе.
- Сада је произведен на дну полуге. профил цеви се узима и комад 1400 мм дужине се сече. Она је заварена за рез цеви цеви пречника 90 мм и дужине 30 мм. Затим, ту су две рупе са пречником од 8 мм и 2 орасима су заварени. Они ће зезнути 2 завртња да држи лежај.
- Следеће, 2 потпорних структура за врху полуге су направљени од истог профила цеви. Чим су спремни, они су заварене на дно. Рупе су се у подршци структуре и ораси су заварени за стезање вијака.
- Сада доњи део полуге може да се инсталира на месту. Лежаја хаљине на цеви, за коју полуга се ставља на врх и фиксне са завртњима. Као резултат тога, доњи част полуге може ротирати око рацк кревета.
- Нект топ се заварује сто кревета.
- Сада можете прећи на производњу врха полуге. Производи се из профила цеви 45к25 мм са дужине 1 м. Састоји се од горњег дела ручке и радне главе, која се заварује овој дршку. Глава је завареног метална конструкција са прилагођеног комадом цеви или круга за инсталацију лежајева.
- Паралелно са тим, дугме се инсталира иза стаппер. То ће бити одговоран за клизећи ручицу површини стола. Усправно постављен 2 притиска утицаја, који ће директно притисните предмет обраде да би га. Беаринг величине су изабрани појединачно. На врху радног главе је боље да се ојача уз помоћ угла, тако да се не добије савијена. Затим, скинути део полуге подешава и калибрисан на радном месту.
- Следећи корак у површини стола потребно је направити рупе за постављање клинова. Да бисте то урадили, морате да приложите сваки калуп на површину кревета и навести локације рупа. Нанесите на такав начин да се његов центар у којем је убачена радни предмет, обрачунава за средину стола. Се буше са бушилицом руке. Њихов пречник треба да буде 0,5 мм више од пречника дугмета на трн, тако да се слободно инсталиран.
- Након тога, сви детаљи машине треба да се пројектују и обојена. Сада можете почети рад на хладном метал ковања својим рукама.
Машина за хладно ковање са рукама: фото


Машина за хладно ковање са рукама: Видео
Калкулатори


Исправно оштрење алата. Како изоштрити алат властитим рукама 29.01.2017
У процесу рада, резне ивице инструмената су глупи, што доводи до смањења квалитета дијелова обраде и празнина, на смањење продуктивности рада, као и са самим алатима. Јел тако ...






Тхемед Пхотос





