



Korrekt verktygslipning. Hur man skärer verktyget med egna händer Instrument

I driftprocessen är instrumentets skärkanter dumma, vilket leder till en minskning av kvaliteten på bearbetningsdelar och ämnen, till en minskning av arbetsproduktiviteten, liksom till slitage på verktygen själva. Korrekt löser skärpning alla ovanstående problem. En nybörjare mästare bör undersöka rekommendationerna för korrekt skärpning av verktyget på olika sätt.
Innehåll
Allmänna instrument skärpning principer
För att få i framkanten av något verktyg i lämplighet för det fortsatta arbetet, måste du följa följande.
Bildning av primär avfasning
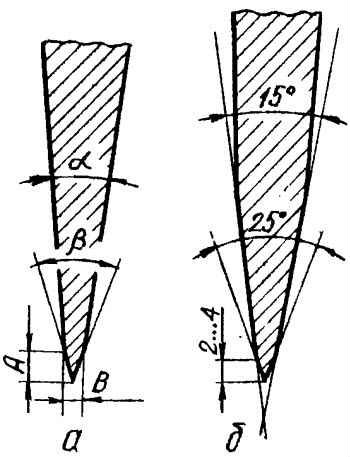
Hörnen av primärfasen och skärkant
Processen är behandlingen av bladet med hjälp av en maskin för skärpning eller en flat sten på ett sådant sätt att de bildar en primär avfasning (SCOS i en vinkel av 25 eller 30 grader). Det är viktigt att följa vissa regler.
- Den elektriska verktyg för slipning blir effektivare om det är nödvändigt för att eliminera djupa burk och chips.
- Rotationsfrekvensen hos slip cirkeln bör inte överstiga 2000 rpm, är slipkornet av cirkeln vald inom intervallet 100-120 enheter.
- Det rekommenderas att skärpa slipmedel på basis av aluminiumoxid, eftersom de (i motsats till konventionella kisel) är i stånd att tillhandahålla lämplig kvalitet av metall bearbetning. Dessutom sådana kretsar inte överhettnings metall.
- Med manuell slipning använda sandpapper eller slip sten med kornighet inom 100-320 enheter.
- För att förhindra överhettning och oxidation av ytan av kanten (som leder till att mildra metall), under skärpningsprocessen är det nödvändigt att periodiskt kyla bladet, sänka ned den i kallt vatten.
Viktigt: Den primära avfasning formen beror på vilken metod för skärpning. Det manuellt bildat en plan avfasning, och med hjälp av elektrisk ut - konkav.
Bildande av skäreggen
Efter den primära fas kommer att vara redo, är det nödvändigt att föra bladet till önskad skärpa. I processen för efterbehandling följande utförs.
- Verktyget matas till planet för den slipande cirkel i en vinkel, ökat med 4-5 ° från den tidigare positionen. Kanten på bladet måste bearbetas så att de får en smal microfack.
- För skärpning, är sandpapper 600-8000 enheter används. grynighet. Det är viktigt att stoppa processen i tid för att förhindra försämring av skärverktyget.
- Den effektiva slipning av kanten utförs i två steg: först genom slip kornighet 1000-4000 enheter, och sedan - 5000-8000 enheter.
- Vi gör rätt form av skäreggen med "vagn" - en skärpningsanordning där verktyget är installerat och fastställs enligt den nödvändiga vinkeln. Denna skärpning metod är lämplig för smal (minst 6 mm) och bred (upp till 73 mm) blad, som används i planet. Rullen kan du fritt flytta bladet installeras under den valda vinkeln, längs ytan av slip. I processen av arbete, är läget för rullen övervakas: det bör inte brytas från underlaget.
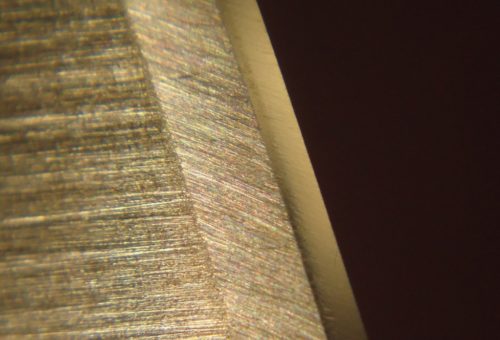
Primärfasen och skäregg mod mikroskop
OBSERVERA: De microfas bredden inte bör överstiga 1 mm. I processen bör avslutas regelbundet kontrolleras i vilket skede verktyget hittas. Annars kommer det att bli nödvändigt att på nytt bilda en fas.
Hur tillämpar sandpapper verktyg slipning
För arbete på en slipmaskin, sandpapper 220, 320, 600, 1200 grit används för slutbehandling - inom 2000-4000. Revision (polering) är av stor betydelse för trä verktyg: akut kant hanterar effektivt material och inte så snabbt dum. Slipning metod är följande.
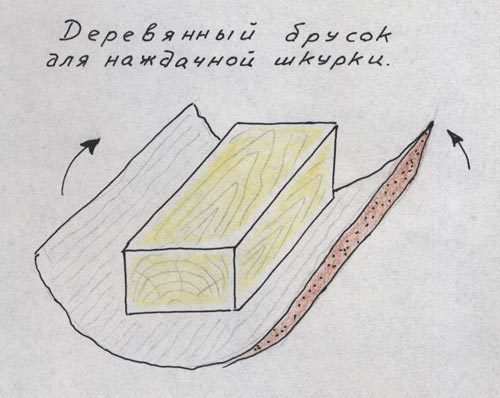
- Materialet med en fast och platt yta är vald (det kan vara en bit av granitplatta, tjockt glas, laminerat spånskiva eller vanlig trästång). Det är bekvämare att använda en 75 × 200 mm bar.
- Sandpapper passerar på baren. Flera barer är tillverkade med olika slipkorn.
- Enheten är placerad på arbetsbänken över gummipackningen (för stabilitet).
- Verktyget är installerat i en vinkel på 25-30 ° för avfasning. Med en måttlig pressbladet rör sig längs planet för stången.
- Bladet med ett annat antal slipmedel utförs.
- Skärverktygets baksida är polerat (planet nära skäreggen är 10-12 mm bredd).
Alla fördelar och nackdelar bör vara kända:
- billiga: Emery papper och lim för att göra verktyg inte kommer att kräva betydande kostnader;
- tillgänglighet: De nödvändiga materialen är i alla byggbutik;
- efter att ha dränerat verktyget kommer det inte att finnas någon smuts på arbetsbänken;
- snabba Emery Wear kräver sin periodiska ersättning.
Skärpa verktyg med vattenlevande sten
För arbete är det nödvändigt att ha till sitt förfogande slipmedel med kornighet på 1000, 4000, 8000 grit. Tekniken ger för behandling av skäreggen med tre stenar.
Tips: Minska kostnaderna kan vara om du köper kombinerade stenar vars sidor har olika kornighet.
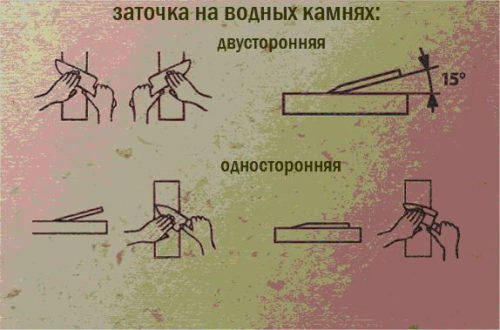
Funktionerna i metoden är som följer:
- innan du drar verktyget måste slipmedlet blötläggas (nedsänkt i vatten i 15-20 minuter);
- i arbetsprocessen bör stenen periodiskt fuktas.
- finisherna börjar med bearbetningen av bladet med en sten på 1000 grit, varefter de går till 4000 korn, och sedan 8000 grit.
Det är viktigt att veta: Slipmedel med kornighet på 1000 och 4000 grit kan hållas i vatten under lång tid, men mindre kan komma i förfall.
Det dåliga, och vad är bra metod.
- Vattenlevnadens livslängd är liten. Slipans yta måste periodiskt inriktas för att eliminera furorna.
- För förfinningsverktyg på vatten krävs mycket tid.
- Vatten för vätskor bör periodiskt ändras för att undvika förorening av arbetsbänken.
- Våta stenar efter arbetet bör vara klart torrt i det varma rummet. I kylan kan de kollapsa.
Mer detaljer med att skärpa verktyget på vattnet kan hittas, titta på video.
Skärverktyg med diamantplattor

Diamantplattor för skärpning
Diamond platta avsedd för slipning skäreggar av verktyg tillverkade av hårda stål. I praktisk tillämpning bekvämt platta bilateralt längd 190-200 mm korn grit 600/1200. Arbeta med dem i enlighet med vissa regler.
- En platt avfasning är bildad av plattan 600 grit slipkorn slip efterbehandling utförs 1200 grit.
- Plattan är fuktad med vatten.
- Bladet skärpt verktyg i förhållande till slip vinklade och flyttas längs dess plan. Marken utanför metallpartiklar ackumuleras i hålet hos stålsubstratet.
Tips: särskild olja har visat sig vara en rostskyddsmedel, men är inte effektiva för smörjning av det. Det rekommenderas att ersätta vatten olja (slipyta kommer inte vara förorenad så snabbt). Efter användning av diamantplattan måste torkas.
Skärpningsverktyg: tips
I drift, VVS och snickeri verktyg tupyatsya och arbete med dem blir mindre effektiv. Och försämrade kvaliteten på de bearbetade ytorna. Behovet av snabb och korrekt skärpning av skäreggar.
Hur skärpa yxa med händerna
Axlar med rakt blad kräver energiåtgång, och de bryter under chips. Till arbetsredskap för att sätta i ordning, under skärpning, beakta följande.
- Användning av Sphere: AX kan vara snickeri, fiske, eller kan användas som köttyxa.
- Ett material för bearbetning som behövs yxa (ras och grad av trä, dess fuktighet).
- Märke material metall av yxa.
Beroende på detta, välj kanten formen på bladet av en yxa som kan vara:
- ovalt (skavning och klyvning trä);
- rakning (för fina snickeri);
- kil (universal typ kant för yxa lämplig för delning och för inriktning av träytan).
Teknik skärpning en yxa, som används i det dagliga livet, handlar det behandling av bladet i två steg.
- Primära Grind: utformad med en avfasning vinkel av 15 °.
- Läppning: bildande av en skärkant med en vinkel av 25 ° (för hushålls instrument).
I processen för slipning som bör undvikas:
- blad överhettning;
- slipverktyg förskjutning;
- skev och svag fixering av sliphjulet;
- använd en cirkel med ojämnt slitage;
- rundgång av vinpressen av axeln av motorn.
Nuances slipning sågar

Skärpning sågtänderna
Innan du slipa en såg, måste du kontrollera skilsmässa av tänderna. Om det är nödvändigt - att späda ut dem så att genom en tand lutningen var i olika riktningar. Efter det, är tänderna slipas på ena sidan. Skäreggen bör riktas mot handtaget.
Skär borrar med dina egna händer
De övningar som används för metallbearbetning är snabbare. Framkant av denna borren kan återställas.
De viktigaste punkterna som du behöver för att uppmärksamma:
- den krokiga kanten måste vara i samma plan med axeln för den slipande sten;
- under drift bör du måttligt tryck slip borren;
- det är nödvändigt att övervaka bildandet av kanterna: de måste vara lika långa.
Det finns två typer av Brynen.
- Enkelsäng (för borr med en diameter av upp till 3 mm). Borr rör sig parallellt med arbetsytan hos slip cirkeln.
- Konisk (två-dipled). Borren förs till nötning i en vinkel och svajande från sida till sida. Metoden är lämplig för borrar med en diameter av mer än 3 mm.
Konisk slipning drill
Rendering utförs på en mjuk sten.
Tips: För att dränera borrar, vi använder speciella enheter (maskiner), så att du kan säkert fixa verktyget i önskad vinkel.
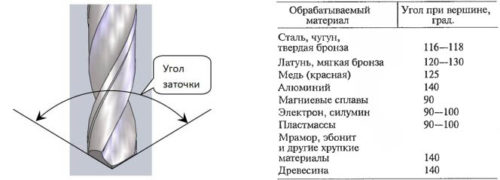
Slipvinklar kan variera beroende på metallen som de är avsedda
Hur skärpa mejseln och planerna
För att utföra arbete snabbt och effektivt, bör du använda några tips.
- Innan dränering måste slip cirkel eller bar placeras under flera minuter i fotogen.
- Bladet av de mejslar eller hyveln hålls upp till 30 minuter i lösningen av koksalt.
- Du kan använda en hemmagjord slipmaskin, som kan göras från den gamla rakapparat. För att göra detta, i stället för knivar, är en metallplatta med blekt slippapper installerad.

Verktyget skärpningsanordning
Fel vid slipning av verktyget
Under skärpning av instrumentet utföras på olika sätt, bör de listade felen undvikas.
- Det är nödvändigt att med jämna mellanrum avbryta processen och kyla bladet i vattnet. Annars överhettad metall (detta kan kännas igen av färgförändring) blir skör. Som ett resultat har skärpning att renoveras, och detta leder till förtida verktygsslitage.
- Fixeringen av smaksatt bladet är inte tillräckligt. Det är viktigt att maskinen är installerad på en massiv, väl befäst säng (arbetsbänk), vilket bör förbli fast under drift.
- Slipcirkeln ska sitta tätt på elektrarkanten. Dess skev, överdrivet och ojämnt slitage, liksom axelns slag är inte tillåtna.
- Det rekommenderas inte att skärpa ett litet verktyg på en cirkel som är avsedd för breda blad. Smala spår på abrasivet kommer att störa högkvalitativ metallbearbetning.
Slutligen - Video tutorials vid skärpningsverktyget.
Räknare


Korrekt verktygslipning. Hur man skärer verktyget med egna händer 29.01.2017
I driftprocessen är instrumentets skärkanter dumma, vilket leder till en minskning av kvaliteten på bearbetningsdelar och ämnen, till en minskning av arbetsproduktiviteten, liksom till slitage på verktygen själva. Höger ...






Tema bilder





