



Doğru alet bileme. Aracı kendi ellerinizle nasıl keskinleştirilir Alet

Çalışma sürecinde, enstrümanların kesme kenarları aptaldır, bu da işleme parçaları ve boşlukların kalitesinde, işgücü verimliliğinde bir azalmaya ve araçların kendilerinin aşınmasına yol açar. Uygun bileme, yukarıdaki tüm problemleri çözer. Acemi Master, aracın uygun şekilde bileme için önerileri çeşitli şekillerde incelemelidir.
İçerik
Genel İlkeler Bileme Aletleri
Herhangi bir aracın kesme kenarını daha fazla iş için uygunluğa getirmek için aşağıdakileri takip etmeniz gerekir.
Birincil Pahın Oluşumu
Birincil pah ve kesme kenarı köşeleri
İşlem, bıçağın bir bileme makinesi veya düz bir taş kullanarak bir birincil pah (25 veya 30 derece bir açıda scos) kullanılacak şekilde işlenmesinden oluşur. Belirli kurallara uymak önemlidir.
- Bileme için elektrikli araç, derin kavanoz ve cipsleri ortadan kaldırmak gerekirse daha verimli olacaktır.
- Aşındırıcı dairenin dönme sıklığı 2000 rpm'yi geçmemelidir, dairenin tanesi 100-120 birim aralığında seçilir.
- Alüminyum oksit temelinde aşındırıcıyı keskinleştirmeniz önerilir, çünkü (konvansiyonel silikonun aksine) uygun metal işleme kalitesini sağlayabilir. Ek olarak, bu tür daireler metalin aşırı ısınmaz.
- Manuel bileme ile 100-320 birim aralığında taneli zımpara kağıdı veya aşındırıcı taş kullanın.
- Kenarın yüzeyinin aşırı ısınmasını ve oksidasyonunu önlemek için, bileme işlemi sırasında, bıçağın periyodik olarak soğutulması, soğuk suya bırakılması gerekir.
ÖNEMLİ: Birincil pah biçme formu bileme yöntemine bağlıdır. Manuel olarak düz bir pah ve elektrik dışına yardım ile - içbükey.
Kesme kenarı oluşumu
Birincil pah hazırlık yapıldıktan sonra, bıçağı istenen netliğe getirmek gerekir. Sonlandırma işleminde aşağıdakiler yapılır.
- Bilinen alet, aşındırıcı dairenin düzlemine bir açıyla sağlanır, önceki pozisyondan 4-5 ° arttı. Bıçağın kenarı, dar bir mikrofik elde etmek için işlenmelidir.
- Bileme için, zımpara kağıdı 600-8000 birim kullanılır. grenlilik. Kesme aleti özelliklerinin bozulmasını önlemek için sürecin zamanında durdurmak önemlidir.
- Etkili Kenar taşlama iki aşamada gerçekleştirilir: ilk önce 1000-4000 birimin aşındırıcı bir tanesi ve daha sonra - 5000-8000 birim.
- "Arabası" kullanılarak en kısa süreliğin doğru şeklini yaparız - aletin gerekli açılı olarak takıldığı ve sabitlendiği bir bileme cihazı. Bu bileme yöntemi, düzlemde kullanılan dar (en az 6 mm) ve geniş (en fazla 73 mm) bıçak için uygundur. Silindir, bıçağı, aşındırıcının yüzeyi boyunca, seçilen açının altında monte edilmesini sağlar. Çalışma sürecinde, silindirin konumu izlenir: destekleme yüzeyinden kırılmamalıdır.
Birincil pah ve mod mikroskobunun kesme kenarı
ÖNEMLİ: Mikrofas genişliği 1 mm'yi geçmemelidir. Süreçte, bitirmeler düzenli olarak kontrol edilmelidir. Hangi aşamada keskinleştirilmiş bir araç var. Aksi takdirde, bir pah tekrar oluşturmak gerekli olacaktır.
Bileme araçları için zımpara kağıdı nasıl uygulanır?
Bileme makinesi üzerinde çalışmak için, 220, 320, 600, 1.200 grit, 2000-4000 içinde bitirmek için Sandpaper kullanılır. Revizyon (parlatma) ahşap araçlar için büyük önem taşımaktadır: Akut kenar, verimli bir şekilde malzemeyi kullanır ve çok hızlı değil. Bileme tekniği aşağıdaki gibidir.
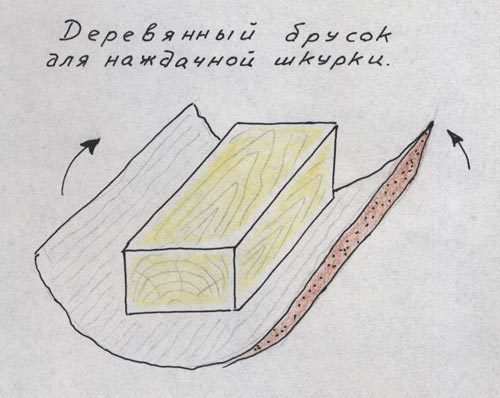
- katı ve düz bir yüzeye sahip olan malzeme (granit levha, kalın cam, lamine sunta ya da sıradan ahşap bar bir parça olabilir) seçilir. 75 x 200 mm'lik bir çubuk kullanmak daha uygun olur.
- zımpara çubuğunda geçer. Çeşitli barlar farklı aşındırıcı tane ile üretilmektedir.
- Cihaz (stabilitesi için gereklidir) lastik conta üzerinde tezgah üzerine yerleştirilir.
- bilenmiş aracı pah kırma ° 25-30 lik bir açı ile monte edilir. bir orta basınç ile, bıçak çubuğunun bir düzlem boyunca hareket eder.
- Zımpara başka sayı ile bıçak gerçekleştirilir.
- kesici aletin arka yüzü (kesme kenarına yakın düzlemi geniş 10-12 mm) parlatılır.
Bu yöntemin tüm avantajları ve dezavantajları bilinen edilmelidir:
- ucuz: zımpara ve ekipmanı yapmak için tutkal önemli harcamalar gerektirmez;
- kullanılabilirlik: Gerekli malzemeler herhangi bir inşaat deposunda bulunmaktadır;
- aracı boşalttıktan sonra, tezgah üzerinde hiç kir yok olacak;
- zımpara kağıdı Hızlı aşınma onun periyodik değiştirilmesi gerekir.
Sudaki taşla araçları Bileme
çalışma için 1000, 4000, 8000 kum grenli ile bertaraf aşındırıcılar de olması gereklidir. Teknoloji üç taşlarla kesici kenarın işlenmesi için içerir.
İpucu: kimin yanında farklı tahıl vardır kombine taşları satın alırsanız azaltın maliyetleri kullanılabilir.
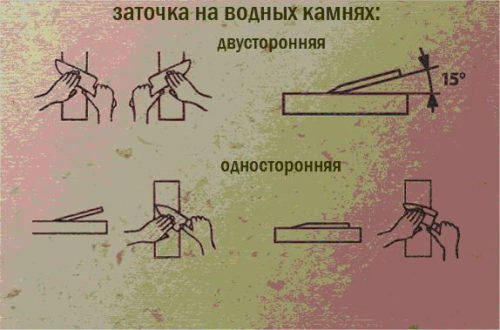
şöyle yöntemin özellikleri şunlardır:
- aracını sürükleme önce, aşındırıcı (15-20 dakika suya daldırılmış) batırılmış olmalıdır;
- çalışma sürecinde, taş periyodik nemlendirilmiş olmalıdır;
- bitirir da 4000 tane, ve daha sonra 8000 çakıla hareket ettiği MS 1000 kum bir taş tarafından bıçağın işleme başlar.
Bunu bilmek önemlidir: Abraziva tane 1000 4000 kum uzun süre suda tutulabilir Graininess, ama daha küçük bakıma muhtaç hale gelebilir.
kötü, iyi bir yöntem ve budur.
- Sudaki taşların ömrü azdır. Zımpara yüzeyi düzenli olarak oluklar ortadan kaldırmak için aynı hizada olmalıdır.
- Su taşına aracın son için çok fazla zaman alır.
- taşları ıslatma için su periyodik tezgah kirliliğini önlemek için değiştirilmelidir.
- İşten sonra Islak taşlar sıcak bir odada hevesle kuru olmalıdır. Soğuk onlar daraltabilirsiniz.
Daha fazla su taşına aracı bileme işlemi ile okuyun, video okuyabilir.
elmas plakalı araçları Bileme

keskinleştirmede Elmas plakaları
Elmas plakaları, katı pullardan yapılmış aletlerin kesme kenarlarını keskinleştirmek için tasarlanmıştır. Pratik uygulamada, çift taraflı plakalar, 190-200 mm uzunluğundaki tahıl tahılları 600/1200. Belirli kurallar için onlarla çalışın.
- Düz pah, bir plakalı bir plaka ile 600 kum tanesine sahip bir plaka ile oluşturulur, ayar 1200 grit aşındırıcı ile gerçekleştirilir.
- Plaka su ile ıslatılır.
- Takımın bıçağı, bir açıyla aşınmaya ilişkin olarak bulunur ve uçağı boyunca hareket eder. Dikiş metal parçacıkları özel çelik substrat deliklerinde birikir.
İpucu: Özel yağ, korozyon önleyici bir ürün olarak kendini kanıtlamıştır, ancak yağlama için etkili değildir. Yağın suyla değiştirilmesi önerilir (aşındırıcının yüzeyi çok hızlı bir şekilde kirli olmayacak). Kullanımdan sonra, elmas plakaların kuruması gerekir.
Bileme aletleri: Faydalı ipuçları
Çalışma sürecinde, sıhhi tesisat ve marangozluk araçları aptaldır ve onlarla çalışmak daha az verimli hale gelir. Yüzey tedavi edilen yüzeylerin kalitesi daha kötüdür. Kesme kenarlarının zamanında ve doğru drenajı için gereklidir.
Balta nasıl keskinlenir?
Doğrudan bıçak olan eksenler, güç maliyetini gerektirir ve pirzola tırmanırlar. Çalışma aracını sıraya koymak için, bileme sırasında aşağıdakileri göz önünde bulundurmak gerekir.
- Kullanım kapsamı: AX, marangoz, balık avı olabilir veya bir Kolun olarak kullanılabilir.
- Balta ihtiyacınız olan işleme için malzeme (ırk ve ağaç çeşitliliği, nemi).
- Bir balta yapıldığı metal marka.
Buna bağlı olarak, balta bıçağının kenarının şekli seçilidir:
- oval (çubuklar ve doğrama odun için);
- jilet (doğru marangozluk işleri için);
- kama şeklindeki (çubuklar için uygun bir balta için evrensel tip)).
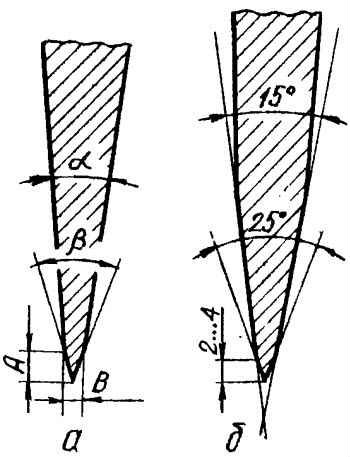
Günlük yaşamda kullanılan bir balta bileme tekniği, bıçağın iki aşamada işlenmesini sağlar.
- Birincil bileme: 15 ° 'lik bir açıyla yönlü pah.
- Render: Kesme kenarı, 25 ° (ev aletleri için) bir açıyla oluşturulur.
Drenaj sürecinde kaçınılmalıdır:
- aşırı ısınma bıçakları;
- bileme aletinin kaymaları;
- aşındırıcı dairenin eğrisi ve zayıf sabitlenmesi;
- düzensiz aşınma ile bir dairenin kullanımı;
- elektrik motorunun vuruş mili keskinleştirildi.
Bileme nüansları gördü

Bileme dişleri testere
Bir testere keskinleştirmeden önce, dişlerin boşandığını kontrol etmeniz gerekir. Gerekirse - bunları çözmek için bir diş aracılığıyla farklı yönlerde olsaydı. Bundan sonra, dişler bir tarafta keskinleştirilir. Kesme kenarı sapa doğru yönlendirilmelidir.
Matkapları kendi ellerinizle kesin
Metal işleme için kullanılan matkaplar daha hızlıdır. Bu matkapın kesme kenarı geri yüklenebilir.
Dikkat etmeniz gereken ana noktalar:
- Çarpık kenar, aşındırıcı taş ekseniyle aynı düzlemde olmalıdır;
- Çalışma sırasında, aşındırıcıya matkap orta derecede preslenmiş olmalıdır;
- kenarların oluşumunu takip etmek gerekir: aynı uzunlukta olmalıdırlar.
İki tür bileme türü vardır.
- Tek kişilik yatak (3 mm'ye kadar çapa sahip matkaplar için). Matkap, bileme dairesinin çalışma yüzeyine paralel hareket eder.
- Konik (iki diplu). Matkap, bir açıda aşınmaya getirilir ve yan yana sallanır. Yöntem, çapı 3 mm'den fazla olan matkaplar için uygundur.
Konik bileme matkabı
Yumuşak bir taş üzerinde render yapılır.
İpucu: Matkapları boşaltmak için, aleti istenen açıyla güvenli bir şekilde sabitlemenizi sağlayan özel cihazlar (makineler) kullanın.
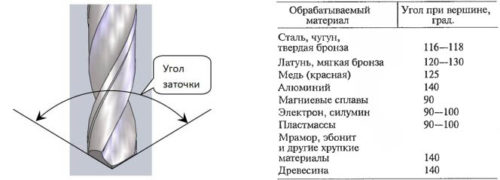
Bileme açıları, amaçlandıkları metale bağlı olarak değişebilir.
Keski ve planları nasıl keskinleştirilir
Çalışmayı hızlı ve verimli bir şekilde gerçekleştirmek için, bazı ipuçlarını kullanmalısınız.
- Sürüklenmeden önce, aşındırıcı daire veya çubuk Kerosen'de birkaç dakika boyunca yerleştirilmelidir.
- Keskilerinin veya planyanın bıçağı, pişirme tuzu çözeltisinin 30 dakikaya kadar tutulur.
- Son işlem için, eski elektrikli tıraş makinesinden yapılabilir, kendinden yapımı bir taşlama makinesini kullanabilirsiniz. Bunu yapmak için, bıçak yerine, ağartılmış taşlama kağıdına sahip metal bir plaka takılıdır.

Aracı bileme cihazı
Aracı bilemediğinde hatalar
Farklı şekillerde gerçekleştirilen aletin keskinleştirilmesi sırasında, aşağıda listelenen hatalardan kaçınılmalıdır.
- İşlemin periyodik olarak kesilmesi ve bıçağı suya soğutması gerekir. Aksi takdirde, aşırı ısınmış metal (bu renk değişimi ile tanınabilir) kırılgan hale gelir. Sonuç olarak, bileme yeniden yapılması gerekir ve bu erken takım aşınmasına yol açar.
- Aromalı bıçağın sabitlenmesi yeterli değil. Makinenin çalışma sırasında sabit kalması gereken büyük, iyi takviyeli bir yatağa (tezgah) üzerine kurulu olması önemlidir.
- Aşındırıcı daire, elektrik teknisyenin miline sıkıca oturmalıdır. Skews, aşırı ve düzensiz aşınma, hem de şaft dayakına izin verilmiyor.
- Geniş bıçaklara yönelik bir daireye küçük bir aletin keskinleştirilmesi önerilmez. Aşındırıcı üzerindeki dar oluklar, yüksek kaliteli metal işlemlere müdahale edecektir.
Sonuç olarak - Doğramacılık aracını bilenen video eğitimi.
Hesap makineleri


Doğru alet bileme. Aracı kendi ellerinizle nasıl keskinleştirilir 29.01.2017
Çalışma sürecinde, enstrümanların kesme kenarları aptaldır, bu da işleme parçaları ve boşlukların kalitesinde, işgücü verimliliğinde bir azalmaya ve araçların kendilerinin aşınmasına yol açar. Doğru ...






Temalı fotoğraflar





