



To'g'ri asbobni keskinlashtirish. Qanday qilib asbobni o'z qo'llaringiz bilan kesib tashlash kerak Asboblar

Amaliyot jarayonida asboblarning kesish qirralari ahmoqdir, bu ehtiyot qismlar va blankalarning sifati, mehnat unumdorligining pasayishiga, shuningdek asboblarning o'zlari kiyimlarini kamaytirishga olib keladi. Yuqoridagi barcha muammolarni to'g'ri ajratish. Boshlang'ich ustasi vositani to'g'ri keskinlashtirish bo'yicha tavsiyalarni turli yo'llar bilan tekshirishi kerak.
Tarkib
Umumiy asboblar Asosiy printsiplar
Keyingi ish uchun qulaylik kiritishga har qanday vositaning kesish chetini olib kelish uchun siz quyidagilarga amal qilishingiz kerak.
Boshlang'ich xashakni shakllantirish
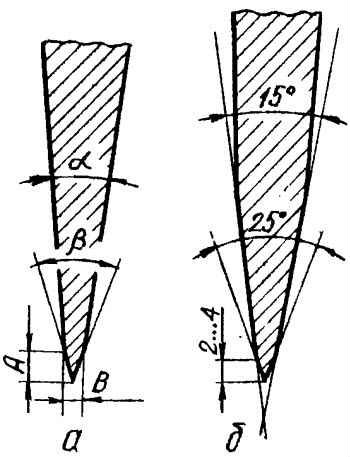
Birlamchi xo'roz va kesma qirralarining burchaklari
Jarayon pichoqni o'tkirlash mashinasini yoki birlamchi maydalangan (Scos 25 yoki 30 daraja burchak ostida) shakllantiradigan darajada ishlov berishdir. Muayyan qoidalarga rioya qilish juda muhimdir.
- O'tkazilish uchun elektr vositasi chuqur banka va chiplarni yo'q qilish kerak bo'lsa, yanada samaraliroq bo'ladi.
- Aşındıliz aylanishi chastotasi 2000 RPM dan oshmasligi kerak, aylana gritsi 100-120 dona oralig'ida tanlanadi.
- Alyuminiy oksidi asosida uzatishni keskinlashtirish tavsiya etiladi, chunki ular (odatdagi kremniydan farqli o'laroq) metallni qayta ishlash sifatini ta'minlashga qodir. Bundan tashqari, bunday doiralar metalni haddan tashqari qizib ketmaydi.
- Qo'lda o'tkirlash natijasida 100-320 dona ichida mayda-chuyda zımpara yoki abraziv toshdan foydalaning.
- Qisqa ekish va keskinlashning oldini olish uchun (metallni yumshatishga olib keladigan), o'tkir jarayon paytida vaqti-vaqti bilan sovuq suvga botishi kerak.
Muhim: asosiy ekinli shakl o'tkirlash usuliga bog'liq. U tekis xamirturushni qo'lda shakllantiradi va elektr energiyasini ishlab chiqarish yordamida konkav.
Kesish qirrasini shakllantirish
Birlamchi xamroq tayyor bo'lgach, pichoqni kerakli o'tkirlikka olib kelish kerak. Quyidagilarni tugatish jarayonida amalga oshiriladi.
- Asbob a burchakli burchak ostida o'chib, oldingi holatdan 4-5 ° ga ko'tariladi. Pichoqning chekkasi tor mikrofalakni olish uchun qayta ishlanishi kerak.
- O'tinchislik uchun 600-8000 birlik ishlatiladi. G'azablanish. Kesish vositasi buzilishining oldini olish uchun jarayonni o'z vaqtida to'xtatish juda muhimdir.
- Chekning samarali silliqlash ikki bosqichda amalga oshiriladi: birinchi navbatda abraziv faraz 1000-4000 dona, keyin - 5000-8000 birlik.
- Biz "Savat" yordamida kesish qirrasining to'g'ri shaklini - zaruriy burchak ostida o'rnatiladigan va o'rnatilgan o'tkir qurilma. Ushbu o'tkir usul tor (kamida 6 mm) va keng (73 mm gacha) pichoqlarda ishlatiladi. Roller begona burchak ostida belgilangan burchak ostida, abraziv yuzasi bo'ylab tanlangan burchak ostida erkin harakatlanishga imkon beradi. Ish jarayonida rulonning holati kuzatiladi: uni qo'llab-quvvatlovchi sirtdan buzmaslik kerak.
Birlamchi xashak va kesish EDGED MODOSTAOL
Muhim: mikromoliya kengligi 1 mm dan oshmasligi kerak. Jarayonda tugatish vositasi qaysi bosqichda topilganida muntazam ravishda tekshirilishi kerak. Aks holda, xamirni qayta shakllantirish kerak bo'ladi.
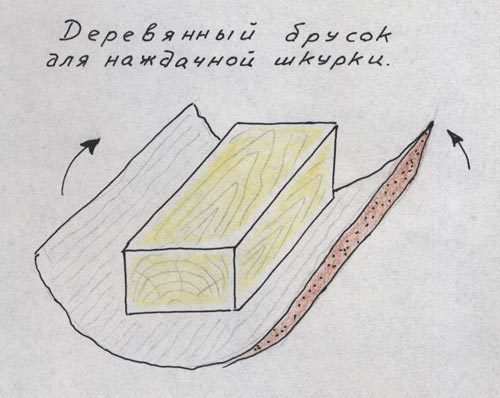
Qanday qilib zımpara vositasi Sandiq vositasi o'tkir
Kuchli mashinada ishlash uchun 220, 320, 600, 1200 grit, pardozlash uchun - 2000-4000 yillarda esa qo'llaniladi. Qayta ko'rib chiqish (parlatish) Yog'och asboblari uchun katta ahamiyatga ega: o'tkir qirrasi materialni samarali bajaradi va unchalik ahmoqona emas. O'tkir usul quyidagicha.
- Qattiq va tekis sirtli material tanlanadi (u granit plitasi, qalin shisha, laminatsiyalangan chipton yoki oddiy yog'och bar bo'lishi mumkin). 75 × 200 mm bardan foydalanish qulayroqdir.
- Zerapalik barda o'tadi. Bir nechta barlar turli xil abraziv donlar bilan ishlab chiqariladi.
- Qurilma ish lachchiga rezina gazetasi (barqarorlik uchun) joylashtiriladi.
- Asbob 25-30 ° burchakka tashlanadi. O'rtacha bosgan pichoq barda harakatlanadi.
- Pichoqning boshqa sonli abraziv amalga oshiriladi.
- Kesish vositasining orqa tomoni sayqallanadi (kesish qirrali yaqinidagi samolyot 10-12 mm kengligi).
Barcha afzalliklari va kamchiliklari ma'lum bo'lishi kerak:
- arzon: asboblar tayyorlash uchun eritma va elim katta xarajatlarni talab qilmaydi;
- mavjudlik: zarur materiallar har qanday qurilish do'konida;
- asbobni drenajlashdan keyin ish lachchasida axloqsizlik bo'lmaydi;
- tez mileriya kiyimi vaqti-vaqti bilan almashtirishni talab qiladi.
Suv toshqini bilan o'tkir vositalar
Ish uchun u 1000, 4000, 8000 gritli nayranglar bilan uning ixtiyorida bo'lishi kerak. Texnologiya uch tosh yordamida kesish davrini qayta ishlashni ta'minlaydi.
Maslahat: Xarajatlarni kamaytirish Agar tomonlar turli xil farzandlik bo'lsa, agar siz turli xil maydalikka ega bo'lgan qo'shma toshlarni sotib olishingiz mumkin.
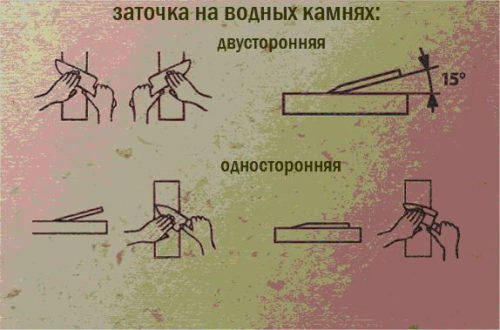
Usulning xususiyatlari quyidagicha:
- asbobni sudrab olishdan oldin, abraziv suv namlangan bo'lishi kerak (15-20 daqiqa davomida suvga solingan);
- ish jarayonida tosh vaqti-vaqti bilan namlanishi kerak;
- thisses pichoqni 1000 grit tosh bilan qayta ishlash bilan boshlanadi, shundan keyin ular 4000 donaga, keyin 8000 grit.
Bilish juda muhim: 1000 va 4000 gritli abrazivlar uzoq vaqt davomida suvda saqlanishi mumkin, ammo kichikroq kamroq ahamiyatga ega.
Yomon va yaxshi usul nima.
- Xizmatning suv toshlari hayoti kichik. Aşındırıcı yuzasi jo'yaklarni bartaraf etish uchun vaqti-vaqti bilan mos kelishi kerak.
- Suvda qayta ishlash vositasi uchun ko'p vaqt talab etiladi.
- Vakilning ifloslanishidan saqlanmasligi uchun toshlar uchun suv vaqti-vaqti bilan o'zgarishi kerak.
- Ishdan keyin ho'l toshlar iliq xonada katta quritilishi kerak. Sovuqda ular qulashi mumkin.
Ko'proq tafsilotlar bilan suvni tomosha qilish, videoni tomosha qilish uchun asbobni kesish mumkin.
Olmos plitalari bilan o'tkir vositalar

O'g'irlash uchun olmos plitalari
Olmos plitalari qattiq markalardan yasalgan asboblarning kesilgan qirralarini keskinlashtirish uchun mo'ljallangan. Amaliy foydalanishda ikki tomonlama plitalar qulay, 190-200 mm uzun donli donli don 600/1200 grit. Ular bilan muayyan qoidalar uchun ishlash.
- Yassi xamfa 600 gritli dona bilan plastinka bilan hosil bo'ladi, tugashlar 1200 graziv aşınma bilan amalga oshiriladi.
- Plastinka suv bilan namlanadi.
- O'tkir vositaning pichog'i burchakka qarindoshiga nisbatan va uning samolyotida harakatlanish bilan bog'liq. Po'lat substratning maxsus teshiklarida metall to'plangan zarralari.
Maslahat: Maxsus neft o'zini korroziya mahsuloti sifatida isbotladi, ammo bu moylash uchun samarali emas. Yog 'yog'ini suv bilan almashtirish tavsiya etiladi (Aşındırıcivning yuzasi unchalik tez iflos bo'lmaydi). Ishlatgandan so'ng, olmos plitalari qurishi kerak.
O'tkir asboblar: Foydali maslahatlar
Ish jarayonida santexnika va duradgorlik vositalari ahmoqlik va ular bilan ishlash kamroq samarasiz bo'ladi. Er ustida ishlangan yuzalarning sifati yomonlashadi. Kesish qirralarini o'z vaqtida va to'g'ri drenajlash kerak.
Blonni qanday qilib engillashtirish kerak
To'g'ri pichog'li o'qlar kuchning narxini talab qiladi va ular chipga ko'tarilishmoqda. Ish asbobini tartibda qo'yish uchun, keskinlashtirish paytida quyidagilarni ko'rib chiqish kerak.
- Foydalanish doirasi: bolta duradgor, baliq ovlash yoki kolun sifatida ishlatilishi mumkin.
- Sizda bolta kerak bo'lgan material (boshqa bir o'tin, namlik) kerak.
- Bolta qilingan metall brend.
Bunga qarab, bol pichog'i chetining shakli tanlanadi, bu bo'lishi mumkin:
- oval (novdalar va yog'ochni kesish uchun);
- razor (aniq duradgorlik ishlari uchun);
- xanjar shaklidagi (novdalarga mos keladigan bolta uchun universal chekka va yog'och yuzasini tekislash).
Kundalik hayotda ishlatiladigan boltani keskinlashtirish texnikasi pichoqni ikki bosqichda qayta ishlashni ta'minlaydi.
- Birlamchi keskinlashtirish: 15 ° burchakli xamir hosil bo'ladi.
- Ko'rish: kesish qirrasi 25 ° burchak bilan shakllanadi (maishiy asboblar uchun).
Drenajlash jarayonida oldini olish kerak:
- pichoqni haddan tashqari qizdirish;
- o'tkirlash vositasining siljishi;
- aşındırıcı aylanadigan aylananing ekish va zaifligi;
- notekis kiyish bilan aylanadan foydalanish;
- elektr dvigatelining mil.
Arralarni keskinlashtiradigan nuanslar

Tishlarni o'tkirlash
Arra o'tkirlashdan oldin, siz tishlarning ajralishini tekshirishingiz kerak. Agar kerak bo'lsa - bir tish bilan bir tish orqali turli xil yo'nalishlarda bo'lganligi uchun ularni suyultirish. Shundan so'ng, tishlar bir tomondan keskinlashadi. Kesish chekkasi dastagiga yo'naltirilishi kerak.
Mashg'ulotlarni o'z qo'llaringiz bilan kesib oling
Metallni qayta ishlash uchun ishlatiladigan matkaplar tezroq. Ushbu mashqning kesish chetiga tiklanishi mumkin.
Sizga e'tibor berish kerak bo'lgan asosiy fikrlar:
- egri chekka aşınmaning o'qi bilan bir tekisda bo'lishi kerak;
- ish paytida siz abraziv matbuotni modern ravishda bosishingiz kerak;
- qavmlarning shakllanishini kuzatib borish kerak: ular bir xil uzunlikda bo'lishi kerak.
Ikkita turdagi o'tkirliklar mavjud.
- Bitta to'shak (diametri diametri 3 mm gacha). Tarkibi o'tkirlashuvchi doiraning ishchi yuzasiga parallel ravishda harakatlanadi.
- Konusik (ikki ho'pitilgan). Mashqish burchakka burilish va yonma-yon yon tomonga olib keladi. Usulning diametri 3 mm dan ortiq bo'lgan burg'ulash uchun mos keladi.
Konusni o'tkirlash mashqlari
Yumshoq toshda o'tkaziladi.
Maslahat: Tarkibni to'kib tashlash uchun biz maxsus asboblar (mashinalar) dan foydalanamiz, bu sizdan kerakli burchakda mos keladigan maxsus qurilmalar (mashina) foydalanamiz.
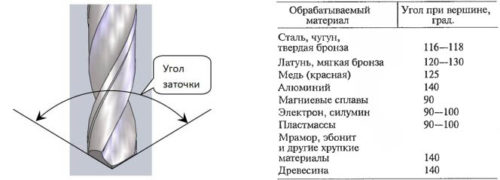
O'tkir burchaklar ular mo'ljallangan metallga qarab farq qilishi mumkin
Chiselni va rejalarni qanday engillashtirish
Ishni tez va samarali bajarish uchun siz ba'zi maslahatlardan foydalanishingiz kerak.
- Drenajlashdan oldin, kerosinda bir necha daqiqa davomida abraziv doirasi yoki barni bir necha daqiqaga joylashtirish kerak.
- Chistellarning pichog'i yoki planer pishirish tuzi eritmasida 30 minutgacha saqlanadi.
- Eski elektr qirolidan tayyorlanishi mumkin bo'lgan uy quruvchi silliqlash mashinasidan foydalanishingiz mumkin. Buni amalga oshirish uchun oqartirilgan silliqlash qog'ozi bo'lgan metall plastinka o'rnatilgan.

Asbobni o'tkirlash moslamasi
Asbobni keskinlashtirishda xatolar
Asbobning keskin o'sishi turli yo'llar bilan amalga oshiriladi, ro'yxatga olingan xatolardan qochish kerak.
- Vaqti-vaqti bilan jarayonni to'xtatib, pichoqni suvda sovutish kerak. Aks holda, haddan tashqari oshirilgan metall (bu rang o'zgarishi bilan tan olinishi mumkin) mo'rt bo'lib qoladi. Natijada, o'tkirlash kerak, va bu erta vositalarni kiyishga olib keladi.
- Xushbo'y pichoqning mahkamlanishi etarli emas. Mashina massiv, yaxshi mustahkamlangan to'shakka (ishchi lachchida) o'rnatilishi juda muhimdir.
- Avazion doira elektr sohilining milida mahkam o'tirishi kerak. Uning parchalari, haddan tashqari va notekis kiyish, shuningdek, milni urish mumkin emas.
- Keng pichoqlarga mo'ljallangan aylanada kichik vositani kesib tashlash tavsiya etilmaydi. Aşındırıcıciverning tor o'tlari yuqori sifatli metallni qayta ishlashga xalaqit beradi.
Va nihoyat - o'tkirlash vositasida video qo'llanmalar.
Hisoblash


To'g'ri asbobni keskinlashtirish. Qanday qilib asbobni o'z qo'llaringiz bilan kesib tashlash kerak 29.01.2017
Amaliyot jarayonida asboblarning kesish qirralari ahmoqdir, bu ehtiyot qismlar va blankalarning sifati, mehnat unumdorligining pasayishiga, shuningdek asboblarning o'zlari kiyimlarini kamaytirishga olib keladi. O'ng ...






Mavzular





