



Заточка сверла по металлу Инструменты

В арсенале любого мастера, как правило, присутствуют сверла. Для того чтобы данные режущие приспособления функционировали исправно, требуется, чтобы они были качественными и достаточно острыми. Не секрет, что со временем любое сверло, даже изготовленное из суперпрочного закаленного сплава, теряет свою остроту. В таком случае необязательно его выбрасывать — рачительный мастер может восстановить геометрию и работоспособность затупившегося сверла. Данные работы вполне можно произвести самостоятельно, применив несложные приспособления наподобие точильного круга.
Содержание
Признаки необходимости затачивания сверла
Для хозяйственных нужд чаще всего используются сверла небольшого диаметра – не более 16-18 мм. В отличие от аналогов для обработки древесины, которые могут служить в течение длительного времени без всякого затачивания, сверла по металлу для эффективного использования должны быть исключительно острыми. Тем не менее, в процессе обработки металла они довольно быстро изнашиваются. Такой режущий инструмент, начиная затупляться, при эксплуатации издает неприятный резкий скрип. При сверлении металла наблюдается значительное нагревание режущих кромок, в таких случаях отвод тепла от их уголков сильно затруднен. Соответственно, сверло тупится начиная с уголка, и постепенно данный процесс охватывает всю кромку, и она становится заметно закругленной. Далее начинается истирание задних граней и сминаются режущие кромки. Без заточки такой инструмент в процессе эксплуатации станет перегреваться, и процесс изнашивания его значительно ускорится.

Каждый раз выбрасывать сверла и приобретать новые довольно накладно. Во избежание этого необходимо вовремя выполнять заточку. Удобно выполнять ее, используя специализированное оборудование. Восстановить работоспособность сверла можно также самостоятельно — для заточки сверла по металлу своими руками можно обойтись использованием подручных инструментов с приспособлением в виде точильного круга.
В домашних условиях для заточки сверла по металлу применяют приспособления в виде:
- шлифмашины;
- электроточила;
- электродрели, оснащенной специальной насадкой.
Подобное оборудование наверняка найдется почти в каждой мастерской либо в гараже. В целом, подойдет любое приспособление, электродвигатель которого сможет обеспечить необходимое число оборотов – порядка 1000-1500 об/мин. Потребуется собрать платформу для установки мотора и присоединить к нему абразивный камень.
Технология затачивания сверла
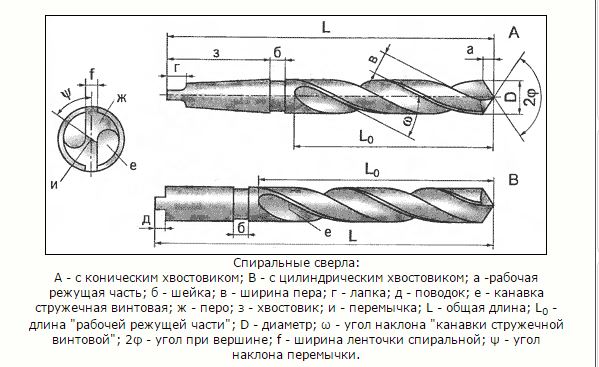
Для получения отверстий в металле применяют спиральные сверла с выточенными продольными канавками, по которым уходит появляющаяся при обработке материала стружка. Вследствие наличия канавок на таком сверле имеются два винтовых пера (их также иногда именуют «зубы»). Ширина канавки и пера режущего инструмента должна быть примерно одинаковой. Сердцевина его определяется глубиной канавки. Следует учесть, что при чрезмерном увеличении ее более удобно размещается стружка, но толщина сердцевины уменьшается — вследствие этого она может быть ослаблена, в таком случае прочность сверла снизится.
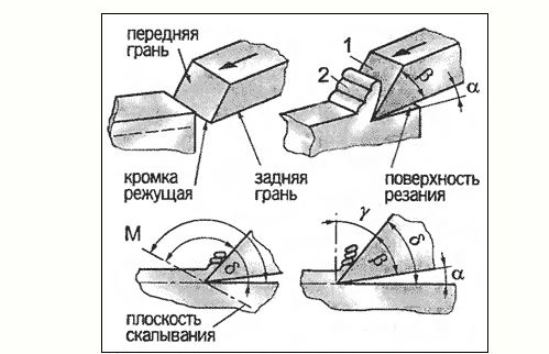
Отклоненную назад под углом винтовую поверхность такого режущего инструмента, по которой стекает стружка, принято именовать передней гранью. Данный угол заточки сверла по металлу, образуемый винтовой канавкой, соответственно обозначают как передний. Благодаря наличию отклонения, металлическая стружка легко спускается по данной грани. Поверхность режущего инструмента, обращенную к детали, именуют задней гранью, а угол, на который она отклонена от поверхности резки – соответственно, задним углом. Такое отклонение помогает снизить трение инструмента при сверлении. Режущая кромка образуется на пересечении передней грани сверла с задней.
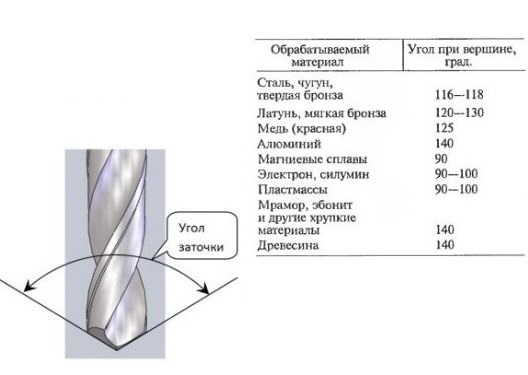
Заточку можно освоить, немного потренировавшись на вышедших из строя старых сверлах. Чтобы понять, как правильно заточить сверло по металлу, потребуется сначала потренироваться «держать» нужный нажим и наклон. Главное – научиться соблюдать передние и задние углы, а также не перетачивать переднюю грань. Выбрать угол наклона можно, отталкиваясь от диаметра режущего инструмента (в диапазоне от 1/4 мм до 1 см он меняется от 19 до 28°), а также от типа используемого материала (с повышением его мягкости наклон увеличивается). Таблица углов заточки сверла по металлу приведена ниже.
Затачивание следует осуществлять, обрабатывая задние грани сверла, при этом требуется, чтобы выточенные оба зуба получились идентичными. Достаточно сложно добиться получения нужной формы задней грани и выдержать необходимый задний угол наклона. Реализовать данные задачи непросто. Если условия не будут соблюдены, при сверлении металла трение задней поверхности и сопутствующее нагревание увеличатся — следовательно, долговечность данного режущего инструмента может несколько снизиться. На производстве для затачивания сверл по металлу применяется специальное оборудование, в домашних условиях потребуется произвести заточку упрощенным способом при помощи имеющихся в наличии приспособлений.
Подготовка к затачиванию сверла
Для выполнения работ по заточке сверла необходимо надлежащим образом подготовиться. Стоит учесть, что при взаимодействии вращающегося точильного камня и инструмента металлические частицы и искры могут разлетаться во все стороны, и при попадании на открытые участки тела, особенно в глаза, могут стать причиной серьезных повреждений. Таким образом, в процессе заточки сверла по металлу потребуется обязательно использовать защитные очки и перчатки.
Следует также учесть, что вследствие трения о вращающуюся плоскость точильного диска инструмент ощутимо нагревается, поэтому в процессе заточки потребуется периодически охлаждать его, чтобы не допустить перегрева. Для этого следует приготовить емкость, наполненную водой, в которую потребуется окунать обрабатываемое сверло. Если оно все же перегреется, то металл приобретет ненужную хрупкость и не сможет выдерживать значительные нагрузки, при дальнейшей службе такой инструмент быстро придет в негодность.
Способы заточки
Спиральные сверла широко применяют в бытовых условиях, с их помощью можно обрабатывать как древесину, так и металл. Такой режущий инструмент оснащают хвостовиком одно- либо двухплосткостной, конической, винтовой либо цилиндрической формы.
Способ заточки сверла по металлу зависит от того, какую форму требуется придать его задней поверхности. Одноплоскостное затачивание подразумевает ровное стачивание задней поверхности зуба в виде плоскости с соблюдением заднего угла наклона 29-30 °. При таком затачивании потребуется соблюдать максимальную аккуратность, так как есть опасность крошения режущей кромки. Данный метод оптимально подходит для сверл с небольшим диаметром (до 0,3 см).

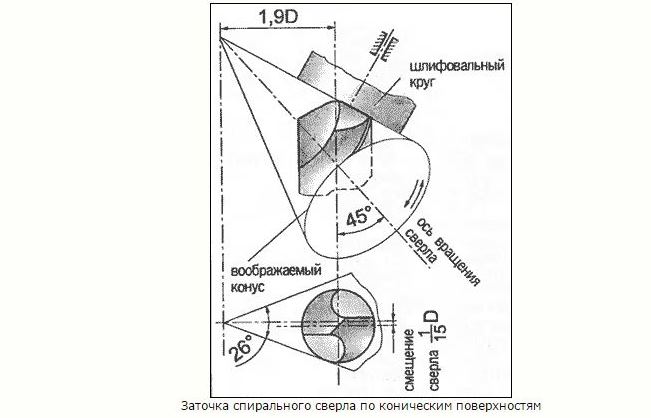
Универсальные сверла с диаметром, превышающим 3 мм, чаще всего обрабатывают при помощи конической заточки. При этом необходимо по возможности повторить первоначальную заточку – в таком случае будут оптимально соблюдены нужные углы.
Вручную процедуру затачивания в упрощенном виде можно выполнить следующими способами:
- Возьмите сверло в левую руку недалеко от конуса, правой рукой необходимо захватить хвостовик. Прижмите заднюю поверхность сверла к точильной плоскости. Затем в направлении от режущей кромки потребуется непрерывно, медленно и плавно производить покачивание его рукой. Стоит учесть, что сверло не следует отрывать от точильного камня, пока задняя грань зуба не приобретет нужную форму конуса. Далее процедуру следует повторить для второго зуба.
- Как и при использовании вышеописанного метода, сверло потребуется держать левой кистью руки возле конуса, а в другую руку взять хвостовик. Далее потребуется прижать его к плоскости абразивного диска и, плавно вращая сверло вокруг своей оси, затачивать его заднюю поверхность. При этом не следует отрывать режущий инструмент от абразивного диска. Для максимально точного соблюдения нужного угла наклона сверла можно применить специальные втулки либо стойки.
После подобной обработки несложно получить хвостовик в виде конуса. Для домашнего сверла с диаметром до 1 см данной заточки может оказаться достаточно. При наличии инструмента большей толщины рекомендуется дополнительно немного подточить впереди в области хвоста режущую кромку – данная мера позволит облегчить процесс сверления.
При правильной заточке сверла по металлу должна быть соблюдена симметричность относительно оси. Требуется, чтобы его кромки были прямыми и одной длины. Кроме того, требуется получить равные углы (заострения кромки, а также задние) у вершины инструмента. Проверить качество его заточки несложно, применив шаблон, изготовленный из листового металла толщиной около 1 мм. При помощи его удобно контролировать величину угла заострения.

Победитовое сверло с напайками также может затупиться. Улучшить его остроту можно, применив электроточило с алмазным камнем (кроме того, для обработки твердого металла потребуется снизить скорость до минимальной). Затачивать такие сверла можно, если высота напайки составляет около 10 мм – в таком случае следует применить одноплоскостное затачивание короткими касаниями диска точила, придавая задней поверхности плоскую форму и стачивая ее до напайки. Кроме того, потребуется подточить и переднюю поверхность. Угол затачивания победита составляет 170°.
Как выполнять заточку сверла: полезные советы
При проведении заточки не следует забывать, что в процессе трения об абразивный диск сверло в значительной степени нагревается. При возникновении перегрева металл размягчается, теряя при этом прочность. Чтобы сохранить максимальную работоспособность сверла в дальнейшем, в процессе заточки при нагревании необходимо периодически окунать его в емкость с водой либо раствор соды (машинным маслом при этом пользоваться не рекомендуется). Стоит учесть, что твердосплавные сверла в подобном охлаждении не нуждаются.
Если же вследствие каких-либо причин приходится затачивать инструмент всухую, то необходимо использовать минимальную скорость вращения затачивающего диска. Кроме того, потребуется последовательно снимать минимальный слой стружки, и при наличии малейших признаков перегревания останавливать процедуру до остывания металла. Потребуется постоянно следить, чтобы он нагревался не выше комфортной для рук температуры.
Заточку сверла рекомендуется выполнять в направлении, противоположном движению абразивного диска — в результате подобной обработки уменьшается риск смять и искрошить кромку. Обработанное таким способом сверло будет служить достаточно долго.
В условиях производства заточку сверл завершают доводкой с помощью точильного круга с мелкой зернистостью абразива. В результате проведения данной процедуры поверхности режущего инструмента можно придать максимальную гладкость, убрав при этом зазубрины. После нее сверло приобретает большую устойчивость к износу. Если у вас имеется такая возможность, после заточки следует выполнить доводку.