



Zařízení pro kovářství: Stroj pro studené kování s vlastními rukama Nástroje,Užitečné poradenství

Kované kovové výrobky byly vždy odlišeny jejich krásou. Díky tomu bylo povolání kováře vždy v poptávce. Kované brány, branky, okenní mřížky instalované v soukromém domě, do tohoto dne jsou považovány za znamení bohatství a dobrého vkusu. Pokud bylo dříve práce na kování kovu prováděny ručně metodou horkého kování, při kterém se kovář zahřál obrobek a rozřezal ji kladivem, dokud nedosáhne požadované formy, nyní je daleko. Za prvé, moderní metalurgické podniky válcoval hotový profil pro výrobu kovaných výrobků (zejména pro ně se používá ocelový čtverec s průřezem 10x10 - 20x20 mm nebo kulatou tyč o průměru 8 až 16 mm) a za druhé je celé lineární speciálních strojů, které dělají kované prvky, aniž by se uchýlili k jeho zahřívání. Použití obráběcích strojů umožnilo vyrábět sériové díly, které by byly stejné velikosti.
Obsah
Charakteristika kovacích strojů

Studené kované stroje lze rozdělit do dvou hlavních skupin:
- Mechanický. Stroje s elektrickou a převodovkou. Převážně výroba továrny. Umožňují zvýšit produktivitu a vytvořit malý podnik. Náklady na takové vybavení je však poměrně vysoká, což je příčinou jeho nepřístupnosti pro většinu obyvatelstva.
- Manuál. Simplete Design a výroba ohýbacích strojů pro studené kování s vlastními rukama. Mají více omezených schopností, ale mají dva nepopiratelné výhody: jejich cena je přístupnější, stejně jako takové stroje mohou být provedeny nezávisle.
Jak udělat stroj pro studené kování s vlastními rukama, řekněme dále.
Proces studeného kování, jeho vlastnosti, výhody a nevýhody
Proces kování za studena je jedním z nejjednodušších metod zpracování kovů. On je vynikající start pro ty, kteří právě začínají pracovat s ocelí. Díky kování za studena můžete vytvořit velký rozsah různých obrázků pro velké kovové konstrukce.
Proces výroby kovových konstrukcí s použitím kování bez zahřívání polotovarů lze rozdělit do tří fází:
- Ohýbání konstrukčního prvku. Chcete-li získat kudrnatý prvek z přímého kusu kovu, musíte ho ohnout. To se provádí na studeném kování pomocí speciálních trendů.
- Aby se prvky poskytly další formuláře ve formě píků nebo husových tlapek, stisknutí polotovarů.
- Poslední krok, všechny prvky se svařováním se shromažďují v jednom designu.
Hlavní výhodou procesu kování za studena je nedostatek ohřevu části, která eliminuje potřebu používat hořlavé materiály a konstrukci hory. Kromě toho, a to díky použití studených kovacích strojů, můžete provést velkou sérii stejných detailů pomocí hotových vzorů.
Nevýhodou procesu kování za studena je vlastnosti oceli. Se studeným zpracováním se nestane příliš plastem, který s nepřesnými prací může vést k praskání obrobku. Proto by mělo být pečlivě pracovat s chladným prázdným.
Ručně vyráběné studený kovaný stroj

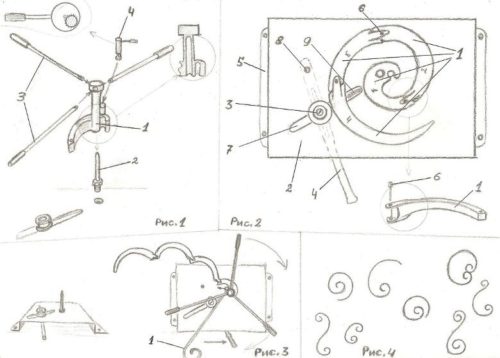
Nejjednodušší použití pro ohýbání kovového prázdného je "šnek". Tento ruční stroj obdržel svůj název na úkor trnu, který má tvar šnek. Je vyroben z odolné oceli schopné odolávat velké mechanické zatížení. Princip provozu takového stroje je velmi jednoduchý. Konec obrobku se spustí v šnekové drážce a otáčením druhého kolem své osy nebo pohybu samotného obrobku se ohýbá v nezbytném tvaru. Pro výrobu detailů různých tvarů používají různé sady šneků.
Rozlišujte dva typy ručních strojů pro kování za studena:
- S pohyblivým šnekem.
- S pevným šnekem.
Druhý typ je nejvýhodnější. Vzhledem k dlouhé mobilní rukojeti, která tlačí obrobek, můžete na něj aplikovat velkou sílu (pravidlo páky), která umožní, aby se tyč umožnila zpracovat libovolnou délku. Chcete-li vybrat nejvhodnější design pro konkrétní podmínky, můžete vidět video na dílo stroje na studených kování, které provedly vlastní ruce k posouzení jejich schopností.
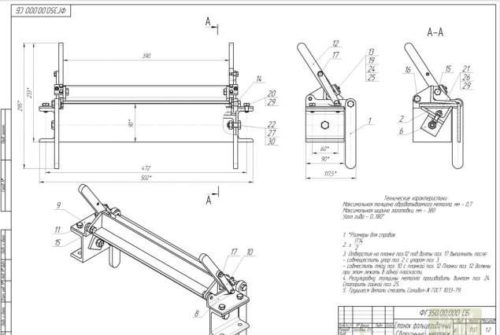
Domácí stroj pro kování za studena, vyrobený vlastními rukama, se skládá z několika hlavních částí:
- Stanna. Kovový povrch, na kterém je šnek fixován. Skládá se ze stolní desky a stojanu, na kterém je pevné. Tabulka je vyrobena z oceli o oceli o tloušťce alespoň 5 mm. V tomto případě musí být jeho povrch dokonale dokonale tak, aby nenechal obrobek. Desktop je vyrobena ve formě kruhu, díky které rukojeť stroje se otáčí kolem něj. Stojan na lůžko je vyroben z trubky o průměru 76 mm se svařovanou přírubou, aby ho upevnil na podlahu na kotevní šrouby.
- Rameno páky. Má poměrně komplikovaný design. Skládá se z horní odnímatelné části a spodní části hlavní části. Spodní část je profilová trubka o velikosti 45x25 mm, na konci které je ložisková řada s vyrovnaným šroubem svařena z trubky velkého průměru. Díky ložisku se páka otáčí kolem stolu.
- Dva nosné kovové konstrukce, ve kterých bude horní část vložena do spodní části páky. Bude odnímatelná, která vám umožní v případě potřeby odstranit, stejně jako upravit svou pozici na stole. Horní část je vyrobena ze stejné profilové trubky s ložiskem svařované na konci. První z nich je tvrdohlavý, díky které páka posouvá podél povrchu stolu, a druhá bude přímo tlak na obrobek. Díky skládacímu designu páky může být takový stroj použit pro výrobu kroucených výrobků. K tomu ve středu stolu a ve své pracovní hlavě jsou vyrobeny opravy pro svorku tyče. Když otočíte páku, můžete otočit tyč kolem své osy, což činí zkroucené produkty.
- Trn. Trny mohou být vyrobeny jak nezávisle i nákup ve specializovaných prodejnách. Pro jejich instalaci na povrchu tabulky se provádějí průchozí otvory.
Pro usnadnění úkolu se doporučuje provést výkresy stroje pro studené kování s vlastními rukama.
Výrobní stroj pro studené kování s vlastními rukama
Před výrobního stroje pro kování za studena, je třeba připravit materiály a nástroje. Z materiálů, které budete potřebovat:
- Ocel, 10 mm pro výrobu části a rovnátka.
- Kusy trubice o průměru 90 mm a 76 mm pro výrobu skříně a ložiska ozubeného věnce.
- Profil trubky velikost 45h25 mm pro výrobu pák struktury.
- Area a kapela. Potřeba zvýšení horní část páky tak, že není ohnutý během ohýbání obrobku.
- Ložiska. Ložisko velikost závisí na průměru sedla. Z čeho vybírat, není příliš obtížné.
Postup práce:
- Za prvé, plechový kus vyříznutý průměru kružnice 600 - 700 mm. To se provádí pomocí řezacího hořáku. Pokud to uděláte, je problematické, můžete si ho objednat ve firmě, která prodává hutní materiál. Vyrobeno z útržků kovových rovnátek. Pro nastavení rámu ze stejného plechu je řez velikost obdélník 1000 x 900 mm.
- Dále, vyříznout část průměru trubky 76 mm. Jeho délka je stanovena individuálně. K tomu čtyři klíny jsou přivařeny ke spodnímu konci. Poté, co se, že je trubka svařena s obdélníkovou základnou.
- Nyní se vyrábí spodní část paže. Vezměte profil trubky a odříznutého dílu 1400 mm na délku. Svým koncem je přivařen trubkový úsek průměr 90 mm a 30 mm na délku. Pak tam jsou dva otvory o průměru 8 mm a 2 jsou přivařeny matice. Jsou zašroubovány do dvou šroubů k uchycení ložiska.
- Dále, ze stejných nosných konstrukcí profilu potrubí 2 jsou na horní části paže. Jakmile jsou připraveny, jsou přivařeny ke dnu. Nosné konstrukce jsou provedeny otvory, a přivařené matice pro upínací šrouby.
- Nyní ve spodní části ramene lze nastavit na místě. Na trubce je opotřebované ložisko, který je kladen na horní části páky a zajištěna šrouby. Výsledkem je, že čím nižší je čest páky může otáčet kolem postel příspěvek.
- Dále, horní je svařena stolní rám.
- Nyní můžete začít dělat v horní části páky. Je vyrobena z profilovaných trubek 45h25 mm 1 m. Skládá se z horní části rukojeti a hlavice, který je přivařen k této rukojeti. Hlava je svařená kovové předměty s svařované trubky nebo kroužku pro nastavení ložiska.
- Souběžně s tím knoflík je instalován za Stapper. Bude zodpovědný za klouzání páku na povrchu stolu. Kolmo namontované 2 tlaku na podklad, který se přímo stisknutím obrobku, aby to. Nesoucí rozměry jsou zvoleny individuálně. Horní část pracovní hlavy je lepší posílit pomocí rohu tak, aby se neprohýbá. Dále je odnímatelná část páky je upraven a kalibrován na pracovišti.
- Dalším krokem v povrchu stolu je nutné, aby se otvory pro instalaci trnů. Chcete-li to provést, je nutné připojit každý trn na povrch postele a nastínit umístění otvorů. Mělo by se používat takovým způsobem, aby její střed, ve kterém je vložen obrobek, tvořily středu stolu. Díry jsou vyvrtány s vrtačkou ručně. Jejich průměr by měl být 0,5 mm větší než průměr nohy trnu tak, že jsou volně instalovány.
- Za to, že jsou všechny části stroje musí být navržen a maloval. Nyní můžete začít pracovat na studený kov kování s vlastníma rukama.
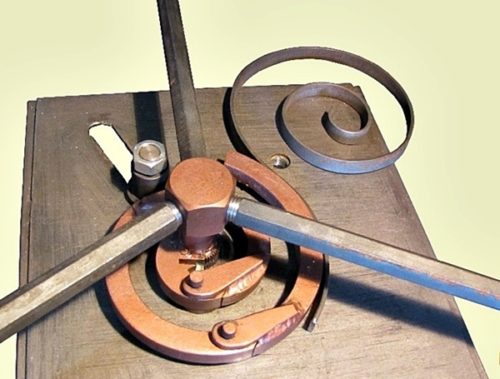
Stroj pro kování za studena s rukama: fotografie


Stroj pro kování za studena s rukama: video
Kalkulačky


Správné ostření nástroje. Jak zaostřit nástroj s vlastními rukama 29.01.2017
V procesu provozu jsou řezné hrany nástrojů hloupé, což vede ke snížení kvality zpracovatelských dílů a mezer, ke snížení produktivity práce, jakož i na opotřebení samotných nástrojů. Že jo ...






Fotky na téma





