



Kowalstwa sprzęt: Maszyna do kucia na zimno własnymi rękami Instrumenty,Przydatna rada

Kute wyroby metalowe zawsze wyróżniają się pięknem. Dzięki temu, zawód kowala zawsze był popyt. Kute bramy, ogrodzenia, bramy, okna zainstalowane w prywatnym domu, do dziś są uważane za oznakę zamożności i dobrego smaku. Jeśli wcześniej cała praca kucia na metalu przeprowadzono ręcznie metodą kucia na gorąco, w którym Kowal ogrzanego przedmiotu obrabianego i cięcia młotkiem, aż do osiągnięcia pożądanego kształtu, teraz nie jest. Po pierwsze, nowoczesne przedsiębiorstwa hutnicze walcowane gotowy profil do produkcji wyrobów kutych (głównie dla nich służy kwadratowy stalowy o przekroju 10x10 - 20x20 mm lub okrągłego pręta o średnicy od 8 do 16 mm), a po drugie, istnieje jest cały liniowy specjalnych maszyn, które sprawiają, kutych elementów, bez uciekania się do jego ogrzewania. Zastosowanie maszyn pozwoliło produkować dane szeregowe, które byłyby takie same wymiary.
Zadowolony
Funkcje maszyn kucia

Kute na zimno maszyny można podzielić na dwie główne grupy:
- Mechaniczny. Maszyna z napędem elektrycznym i przekładnią. Głównie produkcja fabryki. Pozwalają one na zwiększenie wydajności i ustanowienie małego biznesu. Jednak koszt takiego urządzenia jest bardzo wysoka, co jest przyczyną jego niedostępność dla większości populacji.
- Podręcznik. Więcej prosta konstrukcja oraz w produkcji maszyn do gięcia na zimno kucia własnymi rękami. Mają bardziej ograniczone możliwości, jednak mają dwie niezaprzeczalne zalety: ich cena jest bardziej dostępna, a także takie maszyny mogą być wykonane niezależnie.
Jak zrobić maszynę do kucia na zimno z własnymi rękami, powiedzmy dalej.
Proces kucia na zimno, jej cechy, zalety i wady
Proces kucia na zimno jest jednym z najprostszych sposobów obróbki metali. Jest to doskonały początek dla tych, którzy dopiero zaczynają pracę z nierdzewnej. Dzięki kucia na zimno, można zrobić dużą gamę różnych figurach dla dużych konstrukcji metalowych.
Sposób wytwarzania struktur metalowych za pomocą kucia bez podgrzewania półfabrykatów można podzielić na trzy etapy:
- Zginanie element projektu. Aby uzyskać kręcone elementu z bezpośredniego kawałka metalu, musi bendled. Odbywa się to na maszynie do kucia na zimno za pomocą specjalnych trzpieni.
- W celu nadania elementom dodatkowe formy w postaci szczytów i łapy gęsi, półfabrykaty są prasowane.
- Ostatnim krokiem, wszystkie elementy ze spawaniem są zebrane w jednym projekcie.
Główną zaletą procesu kucia na zimno jest brak podgrzewania części, co eliminuje potrzebę stosowania materiałów palnych oraz budowę góry. Ponadto, dzięki zastosowaniu maszyn do kucia na zimno, można zrobić duże serie tych samych informacji, korzystając z gotowych wzorów.
Wadą procesu kucia na zimno są właściwości stali. Dzięki zimnej obróbki, to nie staje się zbyt plastikowy, że z niedokładnej pracy, może prowadzić do pękania detalu. Dlatego należy ostrożnie pracy z zaślepką na zimno.
Spódniczka z kutego na zimno maszyna

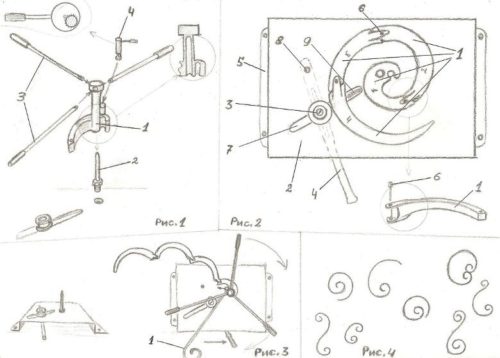
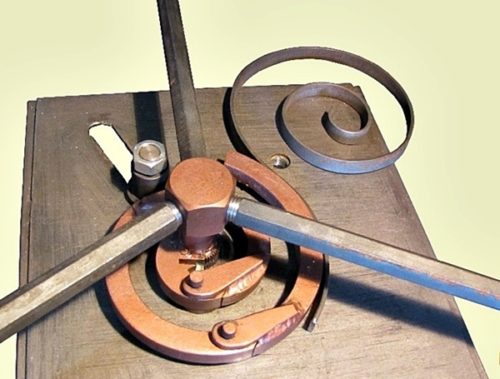
Najprostsze do stosowania do gięcia metalu ślepą „Ślimak”. Instrukcja ta maszyna otrzymała swoją nazwę kosztem trzpienia, która ma kształt ślimaka. Wykonana jest z wytrzymałej stali, wytrzymywać duże obciążenia mechaniczne. Zasada działania takiego urządzenia jest niezwykle proste. Koniec obrabianego rozpoczyna się w rowku ślimaka, a przez obrót tej ostatniej wokół osi i przemieszczania obrabianego przedmiotu, jest wygięty w takiej postaci. Do produkcji detali o różnych kształtach użyciu różnych zestawów ślimaki.
Istnieją dwa rodzaje urządzeń ręcznych do kucia na zimno:
- Z ruchomymi ślimak.
- Dzięki stałej ślimaka.
Drugi typ jest najkorzystniejszy. Ze względu na długi uchwyt telefonu, który pcha się do obrabianego przedmiotu, można zastosować dużą siłę do niego (reguła dźwigni), co pozwoli na pręt do przetwarzania dowolnej długości. Aby wybrać najbardziej odpowiedni projekt dla konkretnych warunków, można obejrzeć film o pracy maszyn do kucia na zimno wykonane własnymi rękami, aby ocenić ich możliwości.
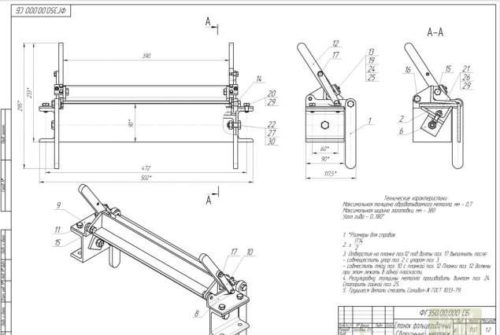
Domowy Maszyna do kucia na zimno, wykonane przez własne ręce, składa się z kilku głównych części:
- Stanna. Powierzchnię metalu, w którym ślimak jest stała. Składa się on z pulpitu i stoiska, na którym jest ona stała. Stół jest wykonana z blachy stalowej o grubości co najmniej 5 mm. W tym przypadku, jego powierzchnia musi być idealnie nawet tak aby nie zepsuć obrabiany. Pulpit jest wykonany w formie okręgu, tak że uchwyt obraca maszynowych wokół niego. Stojak złoża jest wykonany z rury o średnicy 76 mm z przyspawanym kołnierza do zamocowania do podłogi, na śrub kotwiących.
- Ramię dźwigni. Ma dość skomplikowana konstrukcja. Składa się z górnej części wymiennych i na dole - w głównej części. Dolna część rury profil o wielkości 45x25 mm, na końcu którego łożyska łożysko z przedłużającego się śruby jest spawana z rury o dużej średnicy. Dzięki łożyska, dźwignia będzie obracać się wokół stołu.
- Dwie konstrukcje nośne metalowe są warzone w dolnej części dźwigni, która będzie umieszczona w górę górną część. To będzie zdejmowany, który pozwoli Ci usunąć go, jeśli to konieczne, a także dostosować swoją pozycję na stole. Górna część jest wykonana z tej samej rury profilowej z łożyskiem przyspawany na końcu. Pierwszym z nich jest uporczywe, dzięki czemu dźwignia ślizgają się na powierzchni stołu, a druga bezpośrednio wywierać nacisk na obrabianym przedmiocie. Dzięki składanej konstrukcji dźwigni, takiej maszyny mogą być wykorzystywane do produkcji wyrobów skręcanych. Aby to zrobić, w środku tabeli i na jego głowicy roboczej, uchwyty do zacisku drążka są wykonane. Teraz, gdy przesunięcie dźwigni można obrócić drążek wokół własnej osi, dzięki czemu produkty skręcone.
- Kleszczak. Trzpienie mogą być wykonane zarówno samodzielnie i zakup w sklepach. Do zainstalowania na powierzchni stołu, end-to-end otwory są wykonane.
Aby ułatwić to zadanie, zaleca się, aby rysunki maszyny do kucia na zimno z ich własnymi rękami.
Making maszyny do kucia na zimno własnymi rękami
Przed dokonaniem maszynę kucia na zimno, trzeba przygotować materiały i narzędzia. Materiały będą potrzebne:
- Blacha stalowa o grubości 10 mm do wytwarzania tabeli i pisków.
- odcinków rur o średnicy 90 mm i 76 mm, do wytwarzania zębatki oraz zamknięcie dla łożysk.
- Rozmiar profilu rury 45x25 mm do produkcji projektowania dźwigni.
- Róg i pasek. Potrzebujesz poprawić górną część dźwigni, aby nie zginać się podczas składania przedmiotu obrabianego.
- Namiar. Rozmiar łożysk zależy od średnicy siedzenia. Wyłowić z niezbyt skomplikowane.
Zamówienie pracy:
- Po pierwsze, w kręgu 600 - 700 mm wycina się z kawałka blachy. Odbywa się to za pomocą przecinarki gazowej. Jeśli jest to wykonane problematyczne, możesz zamówić go w firmie, która handluje metalem. Z cięcia metalu wytwarzanego off. Aby zainstalować złoża z tego samego arkusza, prostokąt cięcia o wymiarach 1000 x 900 mm.
- Następnie cięty kawałek rury o średnicy 76 mm. Jej długość jest ustalana indywidualnie. Jest spawany 4 Kosinki z dolnego końca. Po tym rura jest przyspawana do prostokątnej podstawy.
- Teraz produkowany jest dno dźwigni. Profil rurowy jest pobierany i kawałek długości 1400 mm. jest przyspawana do rury cięcia rury o średnicy 90 mm i długości 30 mm. Następnie są dwa otwory o średnicy 8 mm i 2 nakrętki są spawane. Wykręcają 2 śruby, aby utrzymać łożysko.
- Następnie, 2 do konstrukcji wsporczych w górnej dźwigni są wykonane z tej samej rury profilowej. Jak tylko będą gotowe, są one przyspawane na dole. Otwory są wykonane w strukturach podtrzymujących, a nakrętki są spawane do śrub mocujących.
- Teraz dolna część dźwigni może być zainstalowany w miejscu. Suknie łożyskowej na rury, do której dźwignia jest umieszczana na górnej i jest przymocowana za pomocą śrub. W rezultacie, dolna cześć dźwigni może się obracać wokół zębatki łóżka.
- Następny top jest przyspawany tabelę łóżku.
- Teraz możesz przejść do produkcji górnej części dźwigni. Jest wytwarzany z rury profilu 45x25 mm o długości 1 m. Składa się z górnej części uchwytu i głowicy roboczej, która jest przyspawana do tego uchwytu. Głowica jest spawaną metalową strukturą z dostosowaną kawałkiem rury lub koła do montażu łożysk.
- Równolegle, pokrętło jest instalowany za Stapper. Będzie on odpowiedzialny za poślizg dźwignię na powierzchni stołu. 2 łożysko zamontowane prostopadle ciśnienia, które bezpośrednio naciśnięciu elementu w celu dostosowania go do góry. noszące rozmiary dobierane są indywidualnie. W górnej części głowicy roboczej jest lepsze wzmocnienie przy pomocy rogu tak, że nie robi się wygięte. Następnie, zdejmowana część dźwigni jest regulowana i kalibrowane w miejscu pracy.
- Następnym krokiem w powierzchni stołu konieczne jest, aby otwory do montażu trzpieni. Aby to zrobić, trzeba dołączyć każdy trzpień do powierzchni złoża i zarys rozmieszczenie otworów. Stosuje się w taki sposób, aby jego środek, w którym umieszczana jest obrabiany stanowiły środek tabeli. Otwory są wiercone z wiertarki ręcznej. Ich średnica powinna wynosić 0,5 mm większa niż średnica gałki trzpienia tak, że są zainstalowane swobodnie.
- Po tym, wszystkie szczegóły urządzenia powinny być przewidywane i malowane. Teraz można rozpocząć pracę na zimno kucia metali własnymi rękami.
Maszyna do kucia na zimno z rękami: zdjęcia


Maszyna do kucia na zimno z rękami: wideo
Kalkulatory
 Kalkulator dachu.
Kalkulator dachu. Kalkulator ogrodzenia (stoisko z profilu, Rabita, spawane)
Kalkulator ogrodzenia (stoisko z profilu, Rabita, spawane)- Ceny kalkulatora robotów ziemnych
- Kalkulator podłogi (projekt). Piasek, beton, żużel, zmiażdżony
- Kolorowanka powierzchni kalkulatora
- Kalkulator beton
- Kalkulator murowany murowany
- Kalkulator przepływu tynku.
- Rozwiązanie kalkulatora
Prawidłowe ostrzenie na narzędzia. Jak wyostrzyć narzędzie własnymi rękami 29.01.2017
W procesie działania krawędzie tnące instrumentów są głupie, co prowadzi do spadku jakości części przetwarzania i spacji, do zmniejszenia wydajności pracy, a także do zużycia samych narzędzi. Dobrze ...






Zdjęcia o tematyce





