



Blacksmithing utrustning: Maskin för kallsmide med sina egna händer Instrument,Användbart råd

Smidda metallprodukter har alltid kännetecknas av sin skönhet. Tack vare detta har yrket smeden alltid varit efterfrågad. Smidda grindar, grindar, fönster gitter installerade i ett privat hus, till denna dag betraktas som ett tecken på rikedom och god smak. Om tidigare allt arbete på smide metall utfördes för hand med hjälp av metoden av varmsmidning, vid vilken smed upphettas arbetsstycket och skär den med en hammare tills den når den önskade formen, är det nu inte är så. Först, moderna metallurgiska företag rullas den färdiga profilen för framställning av smidda produkter (huvudsakligen för dem används stål torg med ett tvärsnitt av 10x10 - 20x20 mm eller en rund stav med en diameter av 8 till 16 mm), och för det andra, det är ett helt linjärt av specialmaskiner, som gör smidda element, utan att ta till dess uppvärmning. Användningen av maskiner gjorde det möjligt att producera serie detaljer som skulle vara av samma storlek.
Innehåll
Funktioner smide maskiner

Kalla smidda maskiner kan delas in i två huvudgrupper:
- Mekanisk. Maskiner med elektrisk och växellåda. Huvudsakligen fabrikstillverkning. De tillåter dig att öka produktiviteten och etablera ett litet företag. Dock är kostnaden för sådan utrustning ganska hög, vilket är orsaken till dess otillgänglighet för majoriteten av befolkningen.
- Manuell. Enare enkel design och i produktion av böjningsmaskiner för kall smide med egna händer. De har mer begränsade möjligheter, men har två obestridliga fördelar: deras pris är mer tillgängligt, liksom sådana maskiner kan göras oberoende.
Om hur man gör en maskin för en kall smide med dina egna händer, låt oss säga ytterligare.
Kall smide process, dess egenskaper, fördelar och nackdelar
Processen med kall smide är en av de enklaste metoderna för metallbearbetning. Han är en utmärkt start för dem som just har börjat arbetet med stål. Tack vare den kalla smide, kan du göra ett stort utbud av olika siffror för stora metallkonstruktioner.
Processen för framställning av metallstrukturer med användning av en smides utan att värma ämnena kan delas in i tre steg:
- Bock ett designelement. För att få ett lockigt element från en direkt metall, behöver den böjas. Det görs på en kall smidesmaskin med speciella spindlar.
- För att ge element ytterligare former i form av toppar eller gåspottar, trycks ämnena.
- Det sista steget är alla element med svetsning samlas i en design.
Den största fördelen med den kalla smideprocessen är bristen på uppvärmning av delen, vilket eliminerar behovet av att använda brännbara material och byggandet av berget. Dessutom, tack vare användningen av kallsmide maskiner, kan du göra stora serier av samma detaljer, med hjälp av färdiga mönster.
Nackdelen med den kalla smideprocessen är stålegenskaper. Med sin kallbearbetning, blir det inte för plast som med felaktiga arbete kan leda till sprickbildning av arbetsstycket. Det är därför det borde vara försiktigt med ett kallt tomt.
Handgjorda Cold Forged Machine

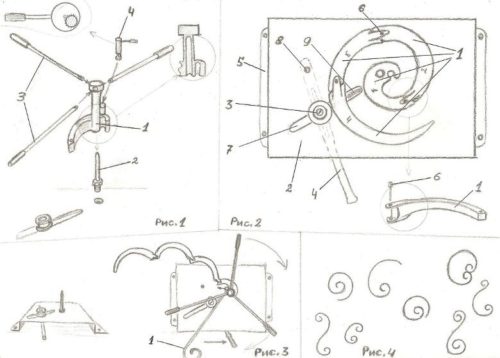
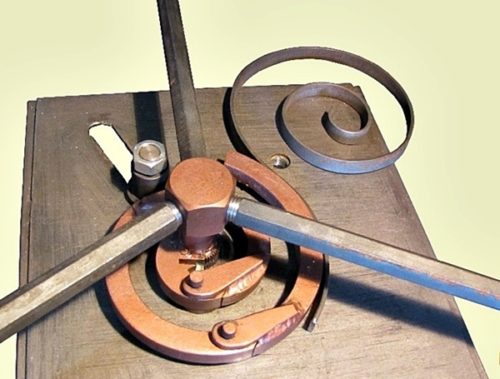
Det enklaste att använda för att böja en metallämne är "Snail". Denna manuell maskin mottog sitt namn på bekostnad av dornen, som har en snigelform. Den är gjord av slitstarkt stål, kapabel att motstå stora mekaniska belastningar. Principen om funktion av en sådan maskin är extremt enkel. Slutet av arbetsstycket startar i en snigel spår, och genom att vrida den senare kring dess axel eller förflyttning av själva arbetsstycket, är det böjs i den nödvändiga formen. För produktion av detaljer om olika former använder du olika sätter sniglar.
Det finns två typer av handmaskiner för kall smide:
- Med rörlig snigel.
- Med fast snigel.
Den andra typen är mest föredragen. På grund av den långa mobila handtag, vilket skjuter arbetsstycket, kan du använda en stor kraft till den (spak regeln), vilket gör det möjligt för stången att bearbeta valfri längd. För att välja den mest passande design för särskilda villkor, kan du titta på videon om arbetet i kallsmide maskiner görs med egna händer för att bedöma deras kapacitet.
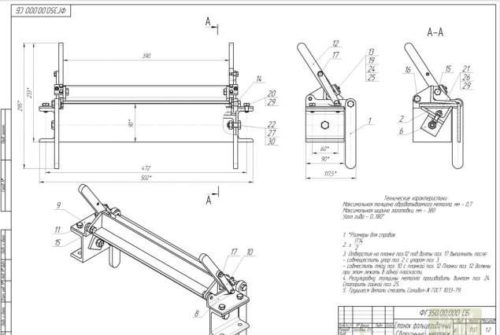
Hemlagad maskin för kallsmide, genom sina egna händer, består av flera huvuddelar:
- Stanna. Metallytan, på vilken snigeln är fixerad. Den består av en stationär och stå som den är fast. Tabellen är gjord av stålplåt med en tjocklek av minst 5 mm. I detta fall måste ytan vara perfekt även för att inte förstöra arbetsstycket. Skrivbordet är gjord i form av en cirkel, så att handtaget av maskin roterar runt den. Racket av sängen är gjord av röret med en diameter av 76 mm med en svetsad fläns för att fästa den till golvet på ankarbultarna.
- Hävarm. Den har en ganska komplicerad konstruktion. Består av den övre borttagbara delen och botten - huvuddelen. Den undre delen är en profil rör med en storlek av 45x25 mm, vid slutet av vilken lager lagret med en utdragen bult svetsas från röret av stor diameter. Tack vare lagret kommer spaken att rotera runt bordet.
- Två stödmetallstrukturer är bryggt till den nedre delen av hävarmen, som kommer att införas upp den övre delen. Det kommer att bli löstagbar, vilket gör att du kan ta bort den om det behövs, samt justera sin position på bordet. Den övre delen är tillverkad av samma profil röret med lagret svetsad på änden. Den första är envis, tack vare vilken hävarmen kommer att glida på ytan av bordet, och den andra kommer att direkt sätta press på arbetsstycket. Tack vare den hopfällbara konstruktionen av hävarmen, en sådan maskin kan användas för tillverkning av tvinnade produkter. För att göra detta, i mitten av bordet och i sitt arbets huvud, fixturer för klämman på stången gjorts. Nu, när vrida spaken, kan du vrida staven runt sin axel, vilket gör vridna produkter.
- Dorn. Spindlar kan göras både självständigt och inköp i specialiserade butiker. Att installera på ytan av bordet, är end-to-end-hål görs.
För att underlätta uppgiften, är det rekommenderat att göra ritningar av maskinen för en kall smide med sina egna händer.
Att göra en maskin för kallsmide med sina egna händer
Innan en kall smide maskin, måste du förbereda material och verktyg. Material behöver:
- Stålplåt med en tjocklek av 10 mm för framställning av ett bord och gnissel.
- Röret bitar med en diameter av 90 mm och 76 mm för framställning av kuggstången och förslutningen för lager.
- Pipe profil storlek 45x25 mm för tillverkning av spakar design.
- Corner och band. Behovet av att öka den övre delen av spaken så att det inte blir böjd under veckningen av arbetsstycket.
- Lager. Storleken på lagren beror på diametern på sittplatser. Plocka ut inte alltför komplicerat.
För arbete:
- Till att börja med, en cirkel av 600 - är 700 mm skars ut ur ett stycke metallplåt. Detta görs med hjälp av en gas cutter. Om detta görs problematiskt, kan du beställa den i ett företag som handlar metall. Från skärning av metall som produceras av. Att installera sängen från samma ark, är en rektangel skära med en storlek av 1000 x 900 mm.
- Sedan skära en bit rör med en diameter av 76 mm. Dess längd bestäms individuellt. Det är svetsad 4 kosinki från bottenänden. Efter att röret är svetsat till en rektangulär bas.
- Nu botten spaken tillverkas. Pipe profil tas och en bit av 1400 mm lång skärs. Det är svetsat till det skurna röret av ett rör med en diameter av 90 mm och en längd av 30 mm. Så finns det två hål med en diameter av 8 mm och 2 muttrar är svetsade. De kommer att skruva upp 2 skruvar för att hålla lagret.
- Därefter 2 stödjande strukturer för den övre delen av hävarmen tillverkad av samma profil röret. Så snart de är redo, de svetsas till botten. Hål görs i bärande konstruktioner och muttrar är svetsade för spännbultar.
- Nu den nedre delen av armen kan monteras på plats. Lager klänningar på röret, till vilken hävarmen sätts på toppen och är fäst medelst bultar. Som ett resultat, kan den nedre äran av hävarmen rotera runt kuggstången av sängen.
- Nästa topp svetsas tabellen över sängen.
- Nu kan du gå vidare till tillverkningen av den övre delen av spaken. Det är framställt från profilen röret av 45x25 mm med en längd av 1 m. Den består av den övre delen av handtaget och arbetshuvudet, som är svetsad till detta handtag. Huvudet är en svetsad metallstruktur med en skräddarsydd rörstycke eller cirkel för installation av lager.
- Parallellt är ratten monteras bakom Stapper. Det kommer att vara ansvarig för att glida spaken på bordsytan. Vinkelrätt monterade två trycklager, som direkt kommer att pressa arbetsstycket för att ta upp det. Lager storlekar väljs individuellt. Den övre delen av arbetshuvudet är bättre att stärka med hjälp av hörnet så att det inte blir böjd. Därefter den löstagbara delen av spaken justeras och kalibreras på arbetsplatsen.
- Nästa steg i ytan av bordet är det nödvändigt att göra hål för montering av spindlar. För att göra detta måste du ansluta varje spindel på ytan av sängen och beskriva placeringen av hålen. Tillämpas på ett sådant sätt att dess centrum, i vilket arbetsstycket är infört, stod för den mitten av bordet. Hål borras med handborr. Deras diameter skall vara 0,5 mm mer än diametern på knoppen på kärnan, så att de är installerade fritt.
- Efter det bör alla detaljer i maskinen projiceras och målas. Nu kan du börja arbeta på den kalla metallen smide med dina egna händer.
Maskin för kallsmide med händerna: photo


Maskin för kallsmide med händerna: video
Räknare


Korrekt verktygslåsning. Hur man skärer verktyget med egna händer 29.01.2017
I driftprocessen är instrumentets skärkanter dumma, vilket leder till en minskning av kvaliteten på bearbetningsdelar och ämnen, till en minskning av arbetsproduktiviteten, liksom till slitage på verktygen själva. Höger ...






Tema bilder





