



Slipmaskin med egna händer Instrument

När man utför något konstruktion eller reparationsarbete blir det nödvändigt att nytta ytan på de använda delarna. Hittills finns det ett stort urval av slipmaskiner och maskiner som gör det möjligt att få det nödvändiga resultatet. Tänk på mer i detalj principen om drift, tillverkningsmetod och användning av slipmaskinen.
Innehåll
Funktioner och typer av sliputrustning
Syftet med slipmaskinen är avslutningsbehandling av delar av trä- eller metallmaterial som har gått igenom en viss preliminär utbildning. Vid slipning från ytan av metallprodukterna avlägsnas ett tunt lager av material, så att alla oegentligheter avlägsnas. Det finns tre typer av bearbetning som utförs av en metallmaskin:
- Vid det första steget av bearbetningen av arbetsstycket utförs deras trimning.
- I det andra steget utförs ytslipning.
- Det sista steget ger för att skärpa verktyget.
Slipmaskinen för metall klassificeras i flera kategorier:
- flatshelipheal-maskiner som hanterar produktens plan med ökad noggrannhet;
- cirkulära klippor används för att arbeta med cylindriska ytor. Deras funktion är att med hjälp av sådana maskiner är det möjligt att mala inte bara släta, utan även intermittenta ytor;
- subscencylifish enheter som används när du arbetar med långa produkter, såväl som med delar som inte har hål i mitten.
- detaljer om stora storlekar behandlas med planetariska maskiner.

Slipmaskinen på trädet används för att slutföra ytanjustering av materialet. Med hjälp av en sådan anordning ger produkter av trämaterial en helt jämn yta, de befintliga oegentligheterna avlägsnas - olika fördjupningar, tillströmning av primer och lack, och också bli av med bullstles.
Grinden gör också rondellen och utför den inre slipningen. Denna effekt uppnås på grund av närvaron av ett skärande slipmedel, som är utrustat med maskinen. För att utjämna ytan av träet gäller:
- tejp;
- trumma;
- diskmaskiner.
Schema av slipmaskin:

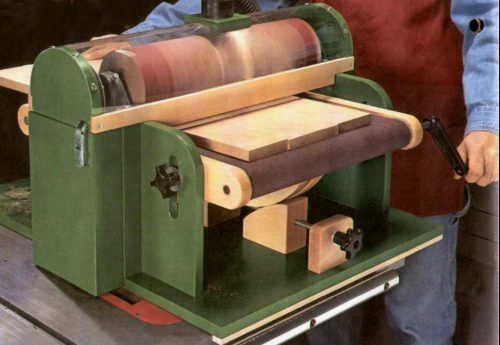
Enhet av slipmaskin
I designen av den hemlagade slipmaskinen för träbearbetning är följande detaljer:
- Denna design bildar en bordplatta och ett skrivbord där fästet av skärverktyget utförs. Bordet kan fastställas i förhållande till bordplattan i olika positioner, beroende på den tekniska nödvändigheten.
- Maskinen är utrustad med en mekanisk enhet, vars syfte för att säkerställa rörelsen på skrivbordet i önskad riktning.
- Över denna tabell är ett arbetstejp. Dess förordning utförs med hjälp av en skruvenhet.
- Slipningsprocessen utförs under betingelser för bordets tvärgående rörelse och rör sig i järnets längdriktning, med vilken tejpen pressas till den del som behandlas.
- I rörelse leder tejpen en elektrisk motor.
- Dessutom är maskinen utrustad med en dammmottagare, som tar emot avfall omvandlas i slipningsprocessen.
Vid val av ett slipningsläge är det nödvändigt att fokusera på materialets egenskaper och dess grovhet. Baserat på dessa egenskaper, välj:
- inmatningshastighet;
- hudkorn;
- den nivå av ansträngning som bandet ska pressas till arbetsstycket.
Skinnkornet bestäms på basis av egenskaperna hos materialhårdheten och den önskade grovheten hos dess yta. Kraften som appliceras för att trycka på tejpen och matningshastigheten är ömsesidigt bestämda indikatorer. Om bandet pressas med en liten kraft, och matningen kommer att utföras med en ganska hög hastighet, finns det en chans att slipning kommer att vara fragmentarisk. Det är, vissa platser kommer att missas och inte bearbetas. I fallet med motsatt situation, med stor kraft av tryck och otillräckligt foder, vänder materialet runt.
Viktig! En förutsättning för anläggningsinställningsförfarandet är att kontrollera kvaliteten på dess limning. Kylbart anslutna, tilldelade Tapes rekommenderas inte att tillämpas, eftersom detta kommer att påverka kvaliteten på den produkt som behandlas negativt. Justeringen av spänningsbandet utförs med användning av spännrullen genom att flytta den. Det är mycket viktigt att bestämma rätt spänning. En alltför långsträckt tejp kan bryta, och den svaga spänningen orsakar slippningen av tejpen för remskivor och dess uppvärmning. För att korrekt ställa in alla parametrar måste du fokusera på styrkan i verktyget som utför skärningen.

Driftsprincip
Slipning på en maskin som har en manuell matning kan en arbetare. Slipproceduren utförs enligt följande:
- Arbetstagaren flyttar den bearbetade delen i längdriktningen med avseende på skärverktyget och vrider det runt axeln. Således, med ett band kontakter hela arbetsytan.
- Det tillstånd som ger högkvalitativ slipning, är tryckreglering som utövas på järnknappen. Såväl som den hastighet med vilken bordet rör sig.
- För att utföra slipning på en maskin som har ett mekaniskt foder krävs två anställda. Man sätter delen och anpassar sin plats på ytan av bordet. Den andra medarbetaren accepterar färdiga produkter och följer kvaliteten på slipning.
- Det är omöjligt att hantera delen med en maskin som har signifikanta defekta ytförändringar och olika tjocklekar.

Hur man gör en slipmaskin
Kostnaden för slipmaskinen är tillräckligt hög. Ett billigare sätt att få ett sådant heminstrument är en oberoende tillverkning. De material som är nödvändiga för detta är ganska överkomliga - det här är motorn, rullarna och en säng.
- Motorn kan tas från tvättmaskinen. Det bör ha en kapacitet på 2,5 till 3 kW, och antalet varvtal per minut ska vara 1 500.
- Vid användning av ett slipband, vars hastighet är 20 m / s, de använda trummorna måste ha en diameter på 20 cm. När dessa förhållanden är uppfyllda kommer motorn att ha tillräckliga varv och växellådan har inget behov.
- För tillverkningen av sängen krävs det tjocka fragmentet av järnstorleken på 500x180x20 mm. Till ena sidan av sängen kommer att fixas med plattformen med motorn, den här sidan måste trimmas med en fräsmaskin.
- Därefter måste du i slutet av den beskurna delen borra tre hål i bultarna och genom bultarna för att utföra monteringsplatsen.
När du väljer skrivbordsparametrarna bör du överväga längden på bordet. Ju längre arbetsytan är, desto mer tekniska förmågor kommer att introduceras till bearbetning av delar under drift. För att ytan av den bearbetade produkten ska malas på en hög nivå, bör längden på denna produkt vara mindre än storleken på skrivbordet eller har liknande parametrar med den. Om den bearbetade delen överstiger de angivna parametrarna för dess längd, blir det extremt problematiskt att uppnå ett bra resultat.
- På sängen, placera motorn. På sin axel fixa trumman. Den andra trumman är placerad på ett sådant sätt att det kan rotera fritt.
- Den sidan av bordet, där den andra trumman är belägen, borde ha en liten vinkel. Detta är nödvändigt för att säkerställa en smidig touch av bordets ytband. För tillverkningen av dessa två trummor är spånskivan ganska lämplig. Tillverkningsprocessen innehåller följande åtgärder:
- från spånskivan måste du göra ämnen, skära delarna med en storlek av 200x200 mm vardera;
- därefter samlas dessa billets i ett paket med 240 mm;
- dessa delar viks på axeln och dras till diametern på 200 mm.
- Diametern hos trummorna längs kanterna bör vara ca 2 mm mindre än i den centrala delen. Detta är nödvändigt för att ordna slipbandet i den centrala delen av trumman.
- Tejpen måste ha en bredd på 200 mm.
- Bredden på det emerymaterial är 1 m, från det du kan limma 5 sådana band. Bondning bör vara gjord av jack, för att placera det täta materialet nedan.
- På rullarna är det nödvändigt att dra gummit med en bredd på 30 mm. Det vanliga gummit är lämpligt från cykeln.
- Redo. Vi byggde en slipmaskin. De tekniska egenskaperna hos den självproducerade produkten är inte sämre än fabriksaggregatet, med en betydande fördel i priset.
På en sådan maskin, förutom inriktning av trä- och metalldelar, kan du skärpa olika verktyg - knivar, axlar och mejslar. Också en annan positiv egenskap hos detta verktyg är förmågan att utföra bearbetning av delar med en krökt yta.

Slutsats
Slipmaskinen gör det möjligt att få en helt jämn yta på olika trä- och metalldelar. Ett sådant verktyg behöver nödvändigtvis när man utför reparation eller byggnadsarbete. Kostnaden för slipmaskiner på marknaden idag är ganska hög. Ett alternativt alternativ kommer att vara tillverkning av slipmaskin med egna händer. Material som kommer att krävas för detta är tillräckligt tillgängliga. Den tekniska processen, med förbehåll för studien av förfarandet för åtgärder, kommer inte att orsaka svårigheter.
Machine Manufacturing Guide är också representerad av video:
Räknare


Korrekt verktygslåsning. Hur man skärer verktyget med egna händer 29.01.2017
Vid driftsprocessen är skärkanterna på instrumenten dumma, vilket leder till en minskning av kvaliteten på bearbetningsdelar och ämnen, till en minskning av arbetsproduktiviteten, liksom till slitage på verktygen själva. Höger ...






Tema bilder





