



kendi elleriyle Soğuk dövmesi için Machine: ekipman Demircilik Alet,Faydalı tavsiyeler

Dövme metal ürünleri her zaman kendi güzelliği ile ayırt edilmiştir. Bunun sayesinde demirci mesleği her zaman talep edilmedi. Dövme kapılar, fitiller, özel bir eve monte edilmiş pencere kafesleri, bu güne kadar zenginlik ve iyi bir tat işareti olarak kabul edilir. Daha önce dövme metal üzerindeki tüm çalışmalar, sıcak dövme yöntemiyle elle yapıldı, burada demirci iş parçasını ısıttı ve istediğiniz forma ulaşana kadar bir çekiçle kesildi, şimdi böyle değil. İkinci olarak, ve burada - İlk olarak, çağdaş metalürji kuruluşları sahte ürünlerin üretimi için işlenmiş profil haddeleme (20x20 mm veya 8 ila 16 mm arasında bir çapa sahip olan bir yuvarlak çubuk esas olarak, onlar için kullanılan çelik bir enine 10x10 kesitli kare) Bunu ısıtma başvurmadan elemanları dövme yapmak özel makineler, bir bütün doğrusaldır. Makinelerin kullanımı, aynı boyutta olacak seri detayları üretmeyi mümkün kıldı.
İçerik
Özellikler Dövme Makineleri

Soğuk dövme makineleri iki ana gruba ayrılabilir:
- Mekanik. elektrik ve vites kutusu ile makineler. Ağırlıklı olarak fabrika üretimi. Verimliliği artırmanıza ve küçük bir iş kurmanıza izin verir. Bununla birlikte, bu tür ekipmanın maliyeti oldukça yüksektir, bu da nüfusun çoğunluğu için erişilemezliğinin nedenidir.
- Manuel. Daha basit tasarım ve kendi elleriyle Soğuk dövmesi için bükme makineleri üretiminde. Bunlar daha yetenekleri Ancak iki yadsınamaz avantajlara sahip sınırlıdır: kendi fiyat daha erişilebilir yanı sıra bu tür makineler bağımsız yapılabilir olduğunu.
Kendi elleriyle bir Soğuk dövmesi için bir makine yapmak hakkında, en ileri söyleyeyim.
Soğuk dövme işlemi, özellikleri, avantajları ve dezavantajları
Soğuk dövme işlemi, metal işleme en basit yöntemlerden biridir. O sadece çelik ile çalışmaya başlamadan olanlar için mükemmel bir başlangıçtır. Soğuk dövme sayesinde, büyük metal yapılar için farklı rakamlar geniş bir ürün yelpazesi yapabilirsiniz.
boşlukları ısıtılmadan bir dövme kullanılarak metal yapıların imalatı için bir işlem üç aşamaya ayrılabilir:
- Bir tasarım öğesi Bükme. metal direk parçasından bir kıvırcık elemanı elde etmek için, bendled gerekiyor. Bu özel millerini kullanarak soğuk dövme makinesi üzerinde yapılır.
- elemanları tepe ve kaz pençeleri şeklinde ek formları elde etmek için, boşlukları bastırılır.
- Son adım, kaynak ile tüm unsurları tek tasarımda toplanır.
Soğuk dövme işleminin en önemli avantajı, yanıcı malzeme ve dağ yapı kullanma gereksinimini ortadan kaldırır parçası, ısıtma olmaması. Buna ek olarak, soğuk dövme makineleri kullanımı sayesinde, hazır kalıpları kullanarak, aynı detayların büyük seriler yapabilirsiniz.
Soğuk dövme işleminin dezavantajı, çelik özellikleri vardır. Soğuk işleme ile, hatalı çalışma ile, iş parçasının çatlama yol açabilir, bu da plastik değil olur. dikkatlice soğuk boş ile çalışıyor olması gerekir nedeni budur.
El yapımı Soğuk Dövme Makinası

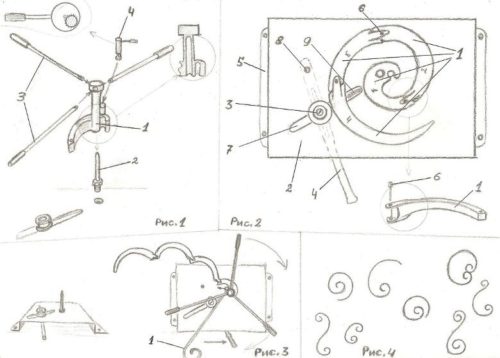
Bir metal parça bükme kullanımı basit "Salyangoz" dir. Bu kılavuz, makinenin bir salyangoz şekle sahip mandrel, pahasına adını aldı. Bu büyük mekanik yüke dayanacak, dayanıklı çelikten yapılmıştır. Böyle bir makinenin çalışma prensibi son derece basittir. iş parçasının ucu bir salyangoz oluk içinde başlar ve kendi ekseni veya iş parçasının kendisinin hareketi çevresinde ikinci çevirerek, gerekli şeklinde bükülür. Çeşitli şekillerde detayların üretimi için salyangoz farklı kümelerini kullanın.
Soğuk dövmesi için El cihazlarının iki tipi vardır:
- salyangoz hareket ile.
- Sabit salyangoz ile.
İkinci tip en çok tercih edilir. İş parçasını bastıran uzun mobil tutamak nedeniyle, çubuğun herhangi bir uzunluğu işleme koymasına izin verecek olan (kol kuralı) büyük bir güç uygulayabilirsiniz. Belirli koşullar için en uygun tasarımı seçmek için, yeteneklerini değerlendirmek için kendi ellerinizle yapılan soğuk dövme makinelerinin çalışmalarında videoyu izleyebilirsiniz.
kendi elleriyle yaptığı Soğuk dövmesi, ev yapımı makine, birkaç ana bölümden oluşmaktadır:
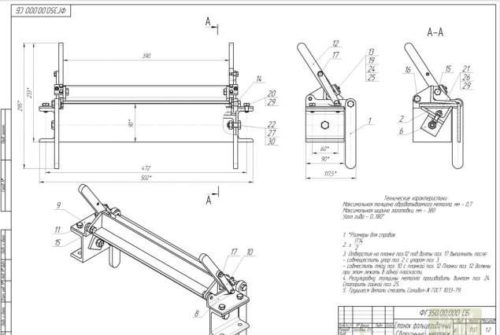
- Stanna. Salyangozun sabit olduğu metal yüzey. Bir masaüstünden oluşur ve sabit olduğu durur. Tablo, çelik sacdan en az 5 mm kalınlığında yapılır. Bu durumda, yüzeyi iş parçasını bozmamak için bile mükemmel olmalıdır. Masaüstü bir daire şeklinde yapılır, böylece makinenin tutacağı etrafında döner. Yatağın rafı, çapa cıvatalardaki zemine sabitlemek için kaynaklı bir flanşla birlikte 76 mm çapında borudan yapılır.
- Manivela. Oldukça karmaşık bir tasarıma sahiptir. Ana kısım üst çıkarılabilir kısımdan ve alttan oluşur. Alt kısım, 45x25 mm boyutunda bir profil tüpüdür, sonunda taşıyıcı taşıyan bir cıvata bulunan taşıyıcı, büyük çaplı borudan kaynaklanır. Yatak sayesinde, kol masanın etrafında döner.
- İki destekleyici metal yapısı, kolun alt kısmına, üst kısmı yerleştirilecektir. Gerekirse çıkarmanızı ve tablodaki konumunu ayarlamanızı sağlayacak şekilde çıkarılabilir olacaktır. Üst kısım, aynı profil borusundan, uçtan kaynaklanan taşıyıcı ile yapılır. Birincisi, kolun masanın yüzeyine kaydıracağı ve ikincisi doğrudan iş parçasına baskı yapacağı sayesinde inatçıdır. Kol, bir makinenin katlanabilir tasarımı sayesinde bükülmüş ürünlerin üretimi için de kullanılabilir. Bunu yapmak için, masanın ortasında ve çalışma kafasında, çubuk kelepçesi için fikstür yapılır. Şimdi, kolu döndürürken, çubuğu eksen etrafına çevirerek bükülmüş ürünler yapabilirsiniz.
- Mandrel. Mandreller hem bağımsız olarak hem de özel mağazalarda satın alınabilir. Tablonun yüzeyine takmak için uçtan uca delikler yapılır.
Görevi kolaylaştırmak için, makinenin çizimlerini kendi elleriyle soğuk bir dövme için yapmanız önerilir.
Kendi elleriyle soğuk dövme için bir makine yapma
Soğuk dövme makinesi yapmadan önce, malzemeler ve araçlar hazırlamak gerekir. Malzemeler gerekecektir:
- tablo ve squeaks imalatı için, 10 mm bir kalınlığa sahip olan çelik sac.
- 90 mm ve raf imalatı ve yataklar için kapatılması için 76 mm 'lik bir çapa sahip olan boru parçaları.
- Boru profil boyutu kolları tasarım üretimi için 45x25 mm'dir.
- Köşe ve şerit. Bu iş parçasının katlanması sırasında bükülmüş almaz şekilde İhtiyaç kolunun üst artırmak için.
- Rulmanlar. rulmanların boyutu oturma çapına bağlıdır. çok karmaşık değildir dışına seçin.
işin Sipariş:
- 600 bir daire ile başlamak için - 700 mm, bir metal levha parça kesilir. Bu bir gaz kesici kullanılarak yapılır. Bu bitti sorunlu ise, metal esnaf bir şirkette sipariş verebilirsiniz. kapalı üretilen metal kesme kaynaktan. Aynı tabakadan yatağı kurmak için, bir dikdörtgen 1000 x 900 mm boyutunda kesilir.
- Daha sonra 76 mm'lik bir çapa sahip olan bir boru parça kesin. Onun uzunluğu bireysel olarak belirlenir. Bu alt ucundan 4 kosinki kaynaklanır. Bundan sonra boru dikdörtgen taban kaynaklanır.
- Şimdi kolun alt üretilmektedir. Boru profili alınır ve 1400 mm arasında bir parça uzun kesilir. 90 mm'lik bir çapa ve 30 mm bir uzunluğa sahip olan bir boru kesme borusu kaynaklanmıştır. Daha sonra kaynaklanmış olan 8 mm ve 2 somun bir çapa sahip iki delik vardır. Onlar yatağı tutmak için 2 vidalarını olacaktır.
- Sonraki, kolun üst 2 destekleyen yapılar aynı profil borudan imal edilmiştir. Hazır olduklarında en kısa sürede gelince, onlar dibe kaynaklanır. Delikler destek yapıları yapılır ve fındık sıkma vidaları için kaynak yapılmaktadır.
- Şimdi kolunun alt kısmı yerine monte edilebilir. Kol üstüne konur ve cıvatalarla tespit edildiği boru üzerindeki yatak elbiseler. Sonuç olarak, kolun alt onur yatağının raf etrafında döndürebilirsiniz.
- Sonraki üst yatağın tablosunu kaynatılır.
- Şimdi kolu üst imalatı ilerleyebilir. Bu 1 m uzunluğunda 45x25 mm profil boru elde edilir. Bu sapın üst kısmı ve bu sapa kaynaklanır çalışma kafası oluşur. kafa yatakların montaj için boru ya da dairenin bir uygun parça ile bir kaynaklı bir metal yapı.
- Buna paralel olarak, topuzu Stapper arkasında yüklenir. Bu tablo yüzeyinde kolu kayma sorumlu olacaktır. Dikey olarak doğrudan getirmek için iş parçasının basacak 2 basınç rulmanı, monte edilebilir. Rulman boyutları tek tek seçilir. çalışma kafasının üst o bükülmüş almaz böylece köşe yardımıyla güçlendirmek için daha iyidir. Sonra, kolu çıkarılabilir parçası ayarlanmış ve işyerinde kalibre edilir.
- masanın yüzeyinde bir sonraki adım merdanelerin kurulumu için delikler yapmak gereklidir. Bunu yapmak için, yataktan yüzeyine her mandrel takmak ve deliklerin yerini hatlarıyla gerekir. Tablonun merkezi sorumluydu iş parçası içine sokulduğu merkezinde, bu öyle bir şekilde uygulanır. Delikler elle matkapla delinir. Bunların çapı serbestçe yüklenir, böylece mandrel topuzunun çapı 0.5 mm'den daha fazla olması gerekir.
- Bundan sonra, makinenin tüm ayrıntıları yansıtılan ve boyalı olmalıdır. Şimdi kendi elleriyle dövme soğuk metal üzerinde çalışmaya başlayabilir.
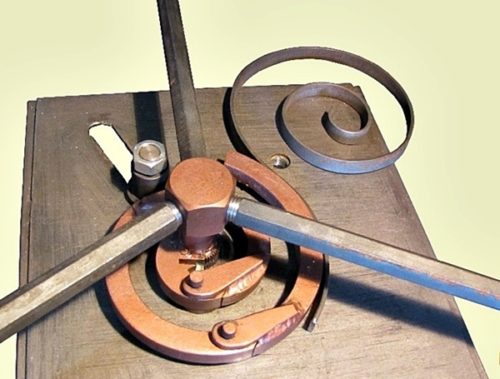
elleriyle Soğuk dövmesi için Makine: Fotoğraf


elleriyle Soğuk dövmesi için Makine: Video
Hesap makineleri


Doğru alet bileme. Aracı kendi ellerinizle nasıl keskinleştirilir 29.01.2017
Çalışma sürecinde, enstrümanların kesme kenarları aptaldır, bu da işleme parçaları ve boşlukların kalitesinde, işgücü verimliliğinde bir azalmaya ve araçların kendilerinin aşınmasına yol açar. Doğru ...






Temalı fotoğraflar





