



Правильна заточка інструменту. Як заточити інструмент своїми руками Інструменти

В процесі роботи ріжучі кромки інструментів тупятся, що призводить до зниження якості обробки деталей і заготовок, до зменшення продуктивності праці, а також до зносу самих інструментів. Правильна заточка вирішує всі вищевказані проблеми. Починаючому майстрові слід вивчити рекомендації по правильній заточенню інструменту різними способами.
зміст
Загальні принципи заточування інструментів
Для того щоб привести ріжучу кромку будь-якого інструменту в придатність для подальшої роботи, необхідно виконати наступне.
Формування первинної фаски
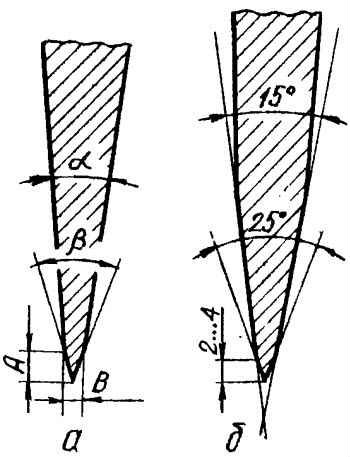
Кути первинної фаски і ріжучої кромки
Процес полягає в обробці леза за допомогою заточного верстата або плоского каменю таким чином, щоб сформувати первинну фаску (скіс під кутом 25 або 30 градусів). При цьому важливо дотримуватися певних правил.
- Електричний інструмент для заточування буде більш ефективний, якщо необхідно усунути глибокі щербини і відколи.
- Частота обертання абразивного кола не повинна перевищувати 2000 об / хв, зернистість круга вибирається в межах 100-120 од.
- Рекомендується проводити заточку абразивом на основі оксиду алюмінію, так як вони (на відміну від звичайних кремнієвих) здатні забезпечити належну якість обробки металу. Крім того, такі кола не перегрівають метал.
- При ручній заточенню використовують наждачний папір або абразивний камінь з розміром зерна в межах 100-320 од.
- Щоб не допустити перегріву і окислення поверхні кромки (що веде до пом'якшення металу), в процесі заточування слід періодично остуджувати лезо, опускаючи його в холодну воду.
Важливо: форма первинної фаски залежить від способу заточки. Вручну формують плоску фаску, а за допомогою електроточіла - увігнуту.
Формування ріжучої кромки
Після того, як первинна фаска буде готова, необхідно довести лезо до необхідної гостроти. У процесі доведення виконується наступне.
- Заточувати інструмент підводиться до площини абразивного кола під кутом, збільшеним на 4-5 ° від попереднього положення. Край леза необхідно обробити так, щоб отримати вузьку мікрофаска.
- Для заточки використовується наждачний папір 600-8000 од. зернистості. Важливо вчасно зупинити процес, щоб не допустити погіршення характеристик ріжучого інструменту.
- Ефективна шліфування кромки виконується в два етапи: спочатку абразивом зернистістю 1000-4000 од, а потім - 5000-8000 од.
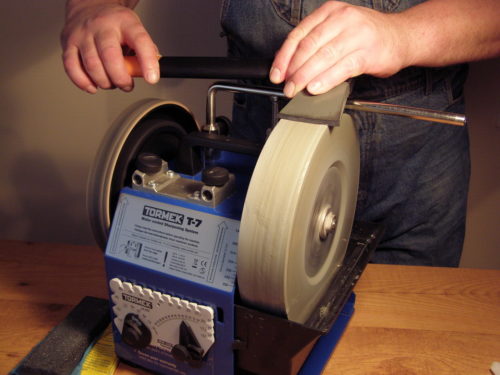
- Робимо правильну форму ріжучої кромки за допомогою «візки» - загострювальної пристосування, в якому інструмент встановлюється і фіксується під необхідним кутом. Цей метод заточування придатний для вузьких (мінімум 6 мм) і широких (до 73 мм) лез, таких які використовуються в рубанка. Ролик дозволяє вільно переміщати лезо, встановлене під обраним кутом, уздовж поверхні абразиву. В процесі роботи стежать за положенням ролика: він не повинен відриватися від опорної поверхні.
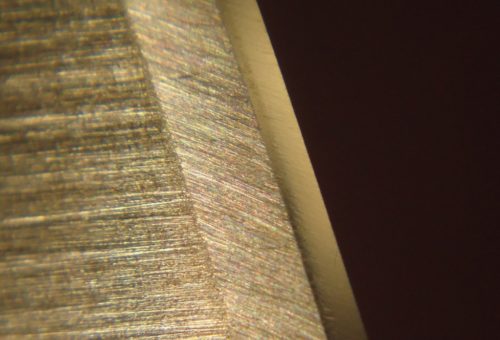
Первинна фаска і ріжучакромка мод мікроскопом
Важливо: ширина мікрофаска не повинна перевищувати 1 мм. У процесі доведення слід регулярно перевіряти, на якій стадії знаходиться заточувати інструмент. В іншому випадку необхідно буде заново формувати фаску.
Як застосовується наждачний папір для заточки інструментів
Для роботи на заточний верстаті застосовується наждачний папір 220, 320, 600, 1200 грит, для доведення - в межах 2000-4000. Доведення (полірування) має велике значення для інструментів по дереву: гостра кромка якісно обробляє матеріал і не так швидко тупиться. Методика заточування полягає в наступному.
- Вибирається матеріал з твердою і плоскою поверхнею (це може бути шматок гранітної плити, товсте скло, ламінована ДСП або звичайний дерев'яний брусок). Зручніше використовувати брусок розміром 75 × 200 мм.
- Наждачний папір наклеюється на брусок. Виготовляється кілька брусків з різної зернистості абразивами.
- Пристосування укладається на верстак поверх гумової прокладки (для стійкості).
- Заточувати інструмент встановлюється під кутом 25-30 ° для формування фаски. З помірним натиском лезо переміщається уздовж площини бруска.
- Виконується доведення леза з іншим номером абразиву.
- Полірується тильна сторона ріжучого інструменту (площину біля ріжучої кромки шириною 10-12 мм).
Слід знати всі плюси і мінуси даного способу:
- дешевизна: наждачний папір і клей для виготовлення пристосування не вимагатимуть значних витрат;
- доступність: необхідні матеріали є в будь-якому будівельному магазині;
- після заточування інструменти не буде бруду на верстаті;
- швидкий знос наждачного паперу вимагає її періодичної заміни.
Заточення інструментів за допомогою водного каменю
Для роботи необхідно мати в своєму розпорядженні абразиви зернистістю тисячі, 4000, 8000 грит. Технологія передбачає обробку ріжучої кромки за допомогою трьох каменів.
Порада: зменшити витрати можна, якщо придбати комбіновані камені, сторони якого мають різну зернистість.
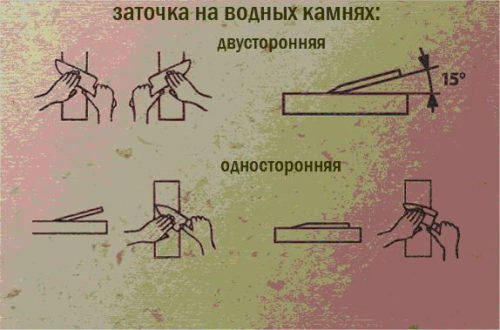
Особливості методу полягають в наступному:
- перед заточуванням інструменту абразив необхідно замочити (занурити в воду на 15-20 хв);
- в процесі роботи камінь слід періодично зволожувати;
- доведення починається обробкою леза каменем тисячі грит, після чого переходять до зернистості 4000, а потім - 8000 грит.
Важливо знати: абразиви зернистістю 1000 і 4000 грит можна тримати у воді тривалий час, але більш дрібні можуть прийти в непридатність.
Чим поганий, і чим гарний метод.
- Термін служби водних каменів невеликий. Поверхня абразиву необхідно періодично вирівнювати, щоб ліквідувати борозни.
- Для доведення інструменту на водному камені потрібно багато часу.
- Воду для змочування каменів потрібно періодично міняти, щоб уникнути забруднення верстата.
- Вологі камені після роботи слід добре висушити в теплому приміщенні. На морозі вони можуть зруйнуватися.
Детальніше з процесом заточування інструменту на водному камені можна ознайомитися, переглянувши відео.
Заточення інструментів алмазними пластинами

Алмазні пластини для заточки
Алмазні пластини призначені для заточування різальних крайок інструментів, виготовлених з твердих марки сталей. У практичному застосуванні зручні пластини двосторонні, довжиною 190-200 мм зернистістю 600/1200 грит. Працюють з ними за певними правилами.
- Плоску фаску формують за допомогою пластини зернистістю 600 грит, доведення виконують абразивом 1200 грит.
- Пластина змочується водою.
- Лезо заточується розташовується по відношенню до абразиву під кутом і переміщається уздовж його площини. Сточені частинки металу скупчуються в спеціальних отворах сталевий підкладки.
Порада: спеціальне масло добре зарекомендувало себе в якості антикорозійного кошти, але для змащення воно не ефективно. Рекомендується замінити масло водою (поверхню абразиву буде не так швидко забруднюватися). Після використання алмазні пластини необхідно просушити.
Заточення інструментів: корисні поради
В процесі роботи слюсарні та столярні інструменти тупляться, і робота з ними стає менш ефективною. Погіршується і якість оброблюваних ними поверхонь. Необхідне своєчасне і правильне загострювання різальних крайок.
Як заточити сокиру своїми руками
Сокири з прямим лезом вимагають витрат сил, і вони підламуються тріску. Щоб робочий інструмент привести в порядок, під час заточування необхідно враховувати наступне.
- Сферу використання: сокира може бути плотницким, рибальським або може застосовуватися в якості колуна.
- Матеріал, для обробки якого потрібна сокира (порода і сорт деревини, її вологість).
- Марку металу, з якого виготовлений сокиру.
Залежно від цього, вибирається форма кромки леза сокири, яка може бути:
- овальної (для колки і обтісування деревини);
- бритвеною (для точної плотницкой роботи);
- клинчастої (універсальний вид кромки для сокири, придатного для колки і для вирівнювання поверхні деревини).
Технологія заточування сокири, що використовується в побуті, передбачає обробку леза в два етапи.
- Первинна заточка: формується фаска з кутом 15 °.
- Доведення: формується ріжучакромка з кутом 25 ° (для побутових інструментів).
В процесі заточування слід уникати:
- перегріву леза;
- зміщення загострювальної інструменту;
- перекосу і слабкої фіксації абразивного круга;
- використання кола з нерівномірним зносом;
- биття вала електродвигуна точила.
Нюанси заточування пили

Заточка зубів пилки
Перш ніж заточувати пилу, необхідно перевірити розводку зубів. Якщо необхідно - розвести їх так, щоб через один зуб нахил їх був у різні боки. Після цього зуби заточуються з одне сторони. Ріжуча кромка повинна бути спрямована в бік рукоятки.
Заточуємо свердла своїми руками
Швидше тупятся свердла, які використовуються для обробки металу. Ріжучу кромку такого свердла можна відновити.
Основні моменти, на які потрібно звертати увагу:
- заточувати кромка повинна знаходитися в одній площині з віссю абразивного каменю;
- під час роботи слід помірно притискати свердло до абразиву;
- необхідно стежити за формуванням кромок: вони повинні бути однакової довжини.
Існує два види заточек.
- Одноплощинний (для свердел діаметром до 3 мм). Свердло пересувається паралельно робочої поверхні заточного кола.
- Конічна (двухуглові). Свердло підноситься до абразиву під кутом і погойдується з боку в бік. Метод придатний для свердел діаметром більше 3 мм.
Конічна заточка свердла
Доведення виконується на м'якому камені.
Порада: для заточування свердел користуються спеціальними пристосуваннями (верстатами), що дозволяють надійно зафіксувати інструмент під потрібним кутом.
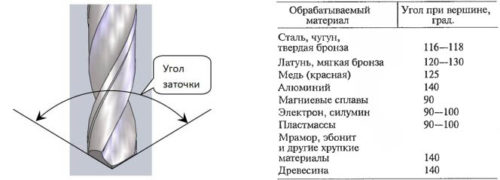
Кути заточування можуть відрізнятися в залежності від металу, для якого вони призначені
Як заточити стамеску і рубанок
Для того щоб виконати роботу швидко і якісно, \u200b\u200bслід скористатися деякими порадами.
- Перед заточуванням абразивний круг або брусок потрібно помістити на кілька хвилин в гас.
- Лезо стамески або рубанка витримують до 30 хв в розчині кухонної солі.
- Для доведення можна використовувати саморобну шліфувальну машинку, яку можна виготовити зі старої електробритви. Для цього замість ножів встановлюють металеву пластину з наклеєною шліфувальної папером.

Пристосування для заточування інструменту
Помилки при заточенні інструмента
Під час заточування інструменту, що виконується різними способами, слід уникати нижче перерахованих помилок.
- Необхідно періодично переривати процес і охолоджувати лезо в воді. В іншому випадку перегрівся метал (це можна розпізнати по зміні кольору) стає крихким. В результаті, заточку доводиться виконувати заново, а це веде до передчасного зносу інструменту.
- Фіксації заточуваного леза недостатньо. Важливо, щоб верстат був встановлений на масивної, добре укріпленої станини (верстаті), яка повинна залишатися нерухомою під час роботи.
- Абразивний круг повинен щільно сидіти на валу електроточіла. Не допускаються його перекоси, надмірний і нерівномірний знос, а також биття вала.
- Не рекомендується заточувати невеликий інструмент на колі, призначеним для широких лез. Вузькі борозни на абразиві будуть заважати якісній обробці металу.
На завершення - відеоурок із заточування столярного інструменту.
калькулятори
 калькулятор покрівлі
калькулятор покрівлі Калькулятор забору (профнастил, рабиця, зварна)
Калькулятор забору (профнастил, рабиця, зварна)- Калькулятор вартості земельних робіт
- Калькулятор підлог (чорнових). Пісок, бетон, шлак, щебінь
- Калькулятор забарвлення поверхні
- калькулятор бетону
- Калькулятор цегляної кладки
- Калькулятор витрати штукатурної суміші
- калькулятор розчину
Правильна заточка інструменту. Як заточити інструмент своїми руками 29.01.2017
В процесі роботи ріжучі кромки інструментів тупятся, що призводить до зниження якості обробки деталей і заготовок, до зменшення продуктивності праці, а також до зносу самих інструментів. Прави ...






Тематичні фото





